
आय.यार्न स्टँड इन्स्टॉलेशन (क्रील आणि यार्न कॅरियर सिस्टम)

१. पोझिशनिंग आणि अँकरिंग
• वर्तुळाकार विणकाम यंत्रापासून ०.८-१.२ मीटर अंतरावर यार्न स्टँड ठेवा.(https://www.eastinoknittingmachine.com/products/), किमान 600 मिमी ऑपरेटर क्लिअरन्स सुनिश्चित करणे.
• उभ्या रॉड्समध्ये लंब विचलन ≤ 0.5 मिमी/मीटर आहे याची खात्री करण्यासाठी अचूक पातळी वापरा. आवश्यक असल्यास सपोर्ट फूट किंवा कंपन आयसोलेटर समायोजित करा.
• फ्रेम वॉर्पिंग टाळण्यासाठी बेस बोल्ट तिरपे घट्ट करण्यासाठी टॉर्क रेंच वापरा.
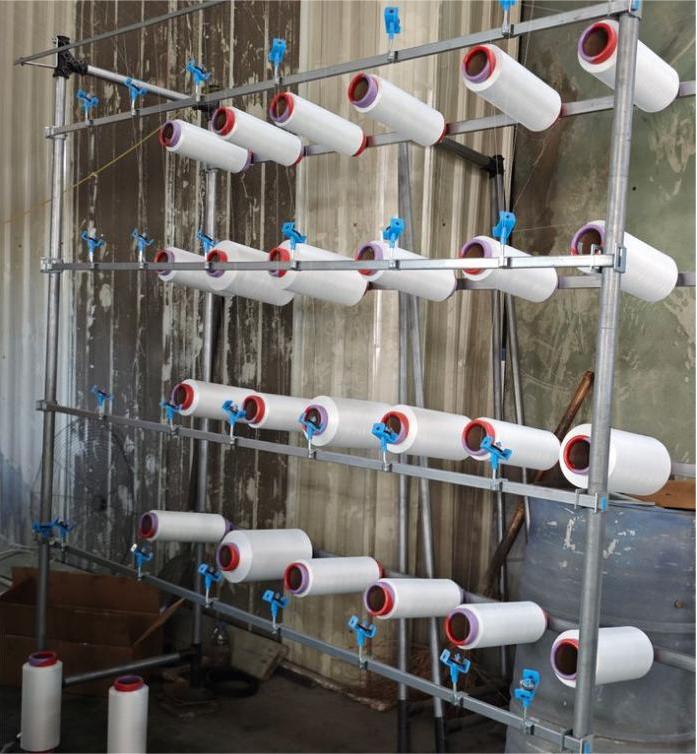
२. असेंब्ली सिक्वेन्स (पेटंट-आधारित सेटअप उदाहरण)
१. यार्न स्पूल बीम (१२) सपोर्ट फ्रेम (११) मध्ये घाला, नंतर कनेक्टर रॉड्स (४) ने सुरक्षित करा.
२. वरच्या धाग्याच्या रॉड्स (३) वक्र पृष्ठभाग वरच्या दिशेने बसवा. यार्न हुक (३१) स्पूलच्या संख्येच्या अंदाजे १.२x समान रीतीने वितरित करा.
३. मार्गदर्शक धाग्याचे बीम (२१) बसवा. विणकाम यंत्रावरील धाग्याच्या फीडरच्या संख्येशी जुळणारे अंतर ठेवून यार्न मार्गदर्शक (२११) सेट करा.
४. यार्न डिस्क (२११४) फिरवा जेणेकरून यार्न ग्रूव्ह (२११४१) फीडर माउथशी जुळेल. फिरणारा शाफ्ट (२११३) मुक्तपणे फिरत आहे याची खात्री करा.
३. जलद कॅलिब्रेशन
• स्ट्रिंग-क्रॉस पद्धत वापरा: विणकाम यंत्राच्या केंद्रापासून धाग्याच्या स्टँडच्या चारही कोपऱ्यांपर्यंत एक क्रॉसलाइन ताणा. ≤ 2 मिमी अंतराचे विचलन स्वीकार्य आहे.
• अवांछित हालचाल तपासण्यासाठी धाग्याच्या स्टँडला थोडेसे हलवा - जर ते स्थिर असेल तर ते धागा लोड करण्यासाठी तयार आहे.

आय.यार्न पाथ सेटअप (थ्रेडिंग आणि फीडिंग अलाइनमेंट)
१. मानक थ्रेडिंग लेआउट
सूत खालीलप्रमाणे प्रवास करते:
यार्न कोन → टेन्शनर → यार्न हुक / सिरेमिक आय → यार्न ब्रेक डिटेक्टर → यार्न गाइड → यार्न फीडरगोलाकार विणकाम यंत्र.
• ताणामुळे होणारे नुकसान टाळण्यासाठी धागा ३०-४५° च्या रॅप अँगलने फिरला पाहिजे.
• एकाच टियरवरील टेन्शनर्स एकमेकांच्या बरोबरीने, ±२ मिमीच्या आत असले पाहिजेत.
२. धाग्याच्या प्रकारानुसार ताण समायोजन
• कापूस/पॉलिस्टर: ३-५ सेंटीमीटर; टेंशन प्लेट गॅप ~२ मिमी.
• स्पॅन्डेक्स (इलास्टेन): ०.५-१.५ cN; अँटी-एंटॅंगलिंग रॉड्सचा समावेश आहे.
• फिलामेंट धागा: २-४ cN; स्थिरता कमी करण्यासाठी सिरेमिक धाग्याचे हुक वापरा.
३. पेटंट-चालित सुधारणा (CN208038689U)
• वरच्या आणि खालच्या सेटिंग रॉड्स (१२११/१२१३) उभ्या रॉड्ससह १०-१५° तीव्र कोन तयार करतात, ज्यामुळे सुतळी सुळक्याचे गुरुत्वाकर्षण केंद्र आतील बाजूस खेचले जाते जेणेकरून ते सहजतेने उघडते.
• दुहेरी पृथक्करण सुनिश्चित करण्यासाठी यार्न गाईडमध्ये प्रवेश करण्यापूर्वी प्रत्येक धागा यार्न हुक (31) मधून घाला - यामुळे गुंतण्याचा धोका 30% पेक्षा जास्त कमी होतो.
III. ऑन-साईट डीबगिंग चेकलिस्ट
| आयटम | लक्ष्य मानक | आवश्यक साधने
| यार्न स्टँडची उभ्यापणा | ≤ ०.५ मिमी/मी | अचूकता पातळी
| यार्न गाइड अलाइनमेंट | ≤ ०.२ मिमी विचलन | फीलर गेज
| टेंशन कंसिस्टन्सी | फीडरमधील ±०.५ से.एन. | डिजिटल टेंशन मीटर
| ड्राय रन (५ मिनिटे) | धागा तुटणे / कंपन नाही | दृश्य तपासणी
IV. सामान्य समस्या आणि जलद निराकरणे
| समस्या | संभाव्य कारण | उपाय
| वारंवार तुटणे | खराब झालेले धाग्याचे हुक किंवा उच्च ताण | सिरेमिक बदला, ताण कमी करा
| धाग्यात अडकणे | शंकू खूप उंच झुकतो किंवा खूप दूर जातो | कोन कमी करा, मार्गदर्शक-ते-फीडर पॅट लहान करा
| टेन्शन जुळत नाही | असमान शंकूची उंची | शंकूच्या स्टँडची उंची पुन्हा संरेखित करा
निष्कर्ष
या सेटअप मार्गदर्शकाचे अनुसरण करून, तुम्ही ३० मिनिटांपेक्षा कमी वेळात यार्न स्टँडची स्थापना आणि यार्न पाथ कॉन्फिगरेशन पूर्ण करू शकता—तुमचेगोलाकार विणकाम यंत्रसुरळीतपणे, कार्यक्षमतेने आणि कमीत कमी डाउनटाइमसह चालण्यासाठी. आधुनिक कापड ऑपरेशन्समध्ये उच्च-गुणवत्तेच्या फॅब्रिक आउटपुटसाठी आणि इष्टतम विणकाम मशीन कामगिरीसाठी योग्य धागा फीडिंग हा पाया आहे.
पोस्ट वेळ: जुलै-२४-२०२५