

I.నూలు స్టాండ్ సంస్థాపన (క్రీల్ & నూలు క్యారియర్ సిస్టమ్)

1. స్థానీకరణ & యాంకరింగ్
• సర్క్యులర్ నిట్టింగ్ మెషిన్ నుండి నూలు స్టాండ్ను 0.8–1.2 మీటర్ల దూరంలో ఉంచండి(https://www.eastinoknittingmachine.com/products/)ఆపరేటర్కు కనీసం 600 మిమీ క్లియరెన్స్ ఉండేలా చూసుకోవాలి.
• నిలువు కడ్డీల లంబత్వ విచలనం ≤ 0.5 mm/m ఉండేలా చూసుకోవడానికి ఒక ప్రెసిషన్ లెవెల్ను ఉపయోగించండి. అవసరమైతే సపోర్ట్ ఫీట్లను లేదా వైబ్రేషన్ ఐసోలేటర్లను సర్దుబాటు చేయండి.
• ఫ్రేమ్ వంగిపోకుండా నివారించడానికి, బేస్ బోల్ట్లను టార్క్ రెంచ్తో ఏటవాలుగా బిగించండి.
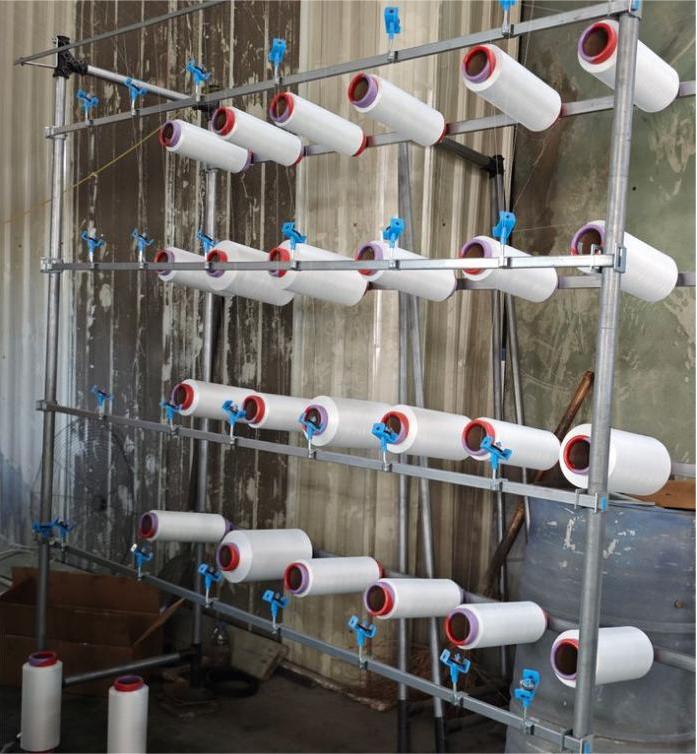
2. అసెంబ్లీ క్రమం (పేటెంట్ ఆధారిత సెటప్ ఉదాహరణ)
1. నూలు స్పూల్ బీమ్ (12) ను సపోర్ట్ ఫ్రేమ్ (11) లోకి చొప్పించి, ఆపై కనెక్టర్ రాడ్లు (4) తో భద్రపరచండి.
2. పై దారం రాడ్లను (3) వంపు తిరిగిన ఉపరితలం పైకి ఎదురుగా ఉండేలా అమర్చండి. దారం కొక్కేలను (31) స్పూల్స్ సంఖ్యకు సుమారుగా 1.2 రెట్లు దూరంలో, సమానంగా పంపిణీ చేయండి.
3. గైడ్ నూలు బీమ్ (21) ను ఇన్స్టాల్ చేయండి. అల్లిక యంత్రంపై ఉన్న నూలు ఫీడర్ల సంఖ్యకు సరిపోయే అంతరంతో నూలు గైడ్లను (211) సెట్ చేయండి.
4. నూలు గాడి (21141) ఫీడర్ నోటితో సమలేఖనం అయ్యేలా నూలు డిస్క్ (2114) ను తిప్పండి. తిరిగే షాఫ్ట్ (2113) స్వేచ్ఛగా తిరుగుతోందని నిర్ధారించుకోండి.
3. వేగవంతమైన క్రమాంకనం
• స్ట్రింగ్-క్రాస్ పద్ధతిని ఉపయోగించండి: అల్లిక యంత్రం మధ్యభాగం నుండి దారం పోగు యొక్క నాలుగు మూలల వరకు ఒక అడ్డగీతను సాగదీయండి. ≤ 2 మిమీ దూర వ్యత్యాసం ఆమోదయోగ్యం.
• అవాంఛిత కదలికలు ఏమైనా ఉన్నాయేమో తనిఖీ చేయడానికి యార్న్ స్టాండ్ను కొద్దిగా ఊపండి—అది స్థిరంగా ఉంటే, యార్న్ లోడ్ చేయడానికి సిద్ధంగా ఉన్నట్లే.

I.నూలు మార్గం అమరిక (థ్రెడింగ్ & ఫీడింగ్ అలైన్మెంట్)
1. ప్రామాణిక థ్రెడింగ్ లేఅవుట్
నూలు ఈ క్రింది విధంగా ప్రయాణిస్తుంది:
నూలు కోన్ → టెన్షనర్ → నూలు హుక్ / సిరామిక్ ఐ → నూలు తెగిపోవడాన్ని గుర్తించే డిటెక్టర్ → నూలు గైడ్ → దానిపై నూలు ఫీడర్వృత్తాకార అల్లిక యంత్రం.
• ఒత్తిడి వల్ల కలిగే నష్టాన్ని నివారించడానికి, దారాన్ని 30–45° చుట్టు కోణంతో చుట్టాలి.
• ఒకే వరుసలోని టెన్షనర్లు ±2 మిమీ పరిధిలో ఒకదానికొకటి సమానంగా ఉండాలి.
2. దారం రకాన్ని బట్టి బిగుతు సర్దుబాట్లు
• కాటన్/పాలిస్టర్: 3–5 cN; టెన్షన్ ప్లేట్ గ్యాప్ ~2 మిమీ.
• స్పాండెక్స్ (ఎలాస్టేన్): 0.5–1.5 cN; చిక్కుకోకుండా నిరోధించే కడ్డీలను కలిగి ఉంటుంది.
• ఫిలమెంట్ నూలు: 2–4 cN; స్టాటిక్ను తగ్గించడానికి సిరామిక్ నూలు హుక్స్ను ఉపయోగించండి.
3. పేటెంట్-ఆధారిత మెరుగుదలలు (CN208038689U)
• పై మరియు క్రింది సెట్టింగ్ రాడ్లు (1211/1213) నిలువు రాడ్లతో 10–15° అల్పకోణాన్ని ఏర్పరుస్తాయి, ఇది నూలు కోన్ గురుత్వాకర్షణ కేంద్రాన్ని లోపలికి లాగుతుంది, తద్వారా సులభంగా విప్పడం సాధ్యమవుతుంది.
• డబుల్ సెపరేషన్ అందించడానికి, యార్న్ గైడ్లోకి ప్రవేశించే ముందు ప్రతి దారాన్ని యార్న్ హుక్ (31) ద్వారా ఫీడ్ చేయండి—ఇది చిక్కుపడే ప్రమాదాన్ని 30% కంటే ఎక్కువ తగ్గిస్తుంది.
III. ఆన్-సైట్ డీబగ్గింగ్ చెక్లిస్ట్
| అంశం | లక్ష్య ప్రమాణం | అవసరమైన సాధనాలు
| నూలు పోగు నిలువుదనం | ≤ 0.5 మిమీ/మీ | ఖచ్చితత్వ స్థాయి
| నూలు గైడ్ అమరిక | ≤ 0.2 మిమీ విచలనం | ఫీలర్ గేజ్
| టెన్షన్ స్థిరత్వం | ఫీడర్ల మధ్య ±0.5 cN | డిజిటల్ టెన్షన్ మీటర్
| డ్రై రన్ (5 నిమిషాలు) | నూలు తెగడం / కంపనం లేదు | దృశ్య తనిఖీ
IV. సాధారణ సమస్యలు మరియు త్వరిత పరిష్కారాలు
సమస్య | సంభావ్య కారణం | పరిష్కారం
| తరచుగా తెగిపోవడం | దెబ్బతిన్న నూలు కొక్కెం లేదా అధిక ఒత్తిడి | సిరామిక్లను మార్చండి, ఒత్తిడిని తగ్గించండి
| దారం చిక్కుకోవడం | కోన్ వంపు మరీ ఎక్కువగా ఉండటం లేదా గైడ్లు మరీ దూరంగా ఉండటం | కోణాన్ని తగ్గించండి, గైడ్-టు-ఫీడర్ మార్గాన్ని కుదించండి
| టెన్షన్ సరిపోలకపోవడం | కోన్ ఎత్తులో అసమానత | కోన్ స్టాండ్ ఎత్తును తిరిగి సరిచేయడం
ముగింపు
ఈ సెటప్ గైడ్ను అనుసరించడం ద్వారా, మీరు 30 నిమిషాల లోపు యార్న్ స్టాండ్ ఇన్స్టాలేషన్ మరియు యార్న్ పాత్ కాన్ఫిగరేషన్ను పూర్తి చేయవచ్చు—తద్వారా మీవృత్తాకార అల్లిక యంత్రంసజావుగా, సమర్థవంతంగా మరియు తక్కువ సమయం వృధా అవుతూ పనిచేయడానికి. ఆధునిక వస్త్ర పరిశ్రమలలో అధిక నాణ్యత గల వస్త్ర ఉత్పత్తికి మరియు అల్లిక యంత్రం యొక్క ఉత్తమ పనితీరుకు సరైన నూలు సరఫరా పునాది వంటిది.
పోస్ట్ చేసిన సమయం: జూలై-24-2025