

Ni.Shigar da Tashar Yadi (Tsarin ɗaukar Yadi da Creel)

1. Matsayi & Angling
• Sanya wurin zare a nisan mita 0.8–1.2 daga injin dinki mai zagaye(https://www.eastinoknittingmachine.com/products/), tabbatar da cewa an tabbatar da cewa an sami aƙalla 600 mm na izinin mai aiki.
• Yi amfani da matakin daidaito don tabbatar da cewa sandunan tsaye suna da karkacewar perpendicularity ≤ 0.5 mm/m. Daidaita ƙafafun tallafi ko masu raba girgiza idan akwai buƙata.
• Yi amfani da makulli mai ƙarfin juyi don ƙara matse ginshiƙan tushe a kusurwar kusurwa don hana lanƙwasa firam ɗin.
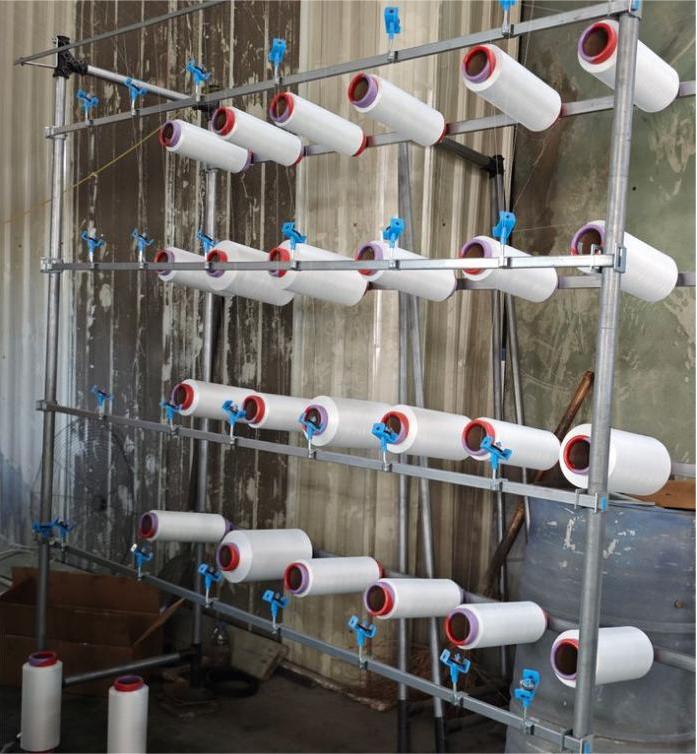
2. Jerin Taro (Misalin Saitin Takardar Shaida)
1. Saka igiyar zare (12) a cikin firam ɗin tallafi (11), sannan a ɗaure ta da sandunan haɗawa (4).
2. Sanya sandunan zare na sama (3) tare da saman lanƙwasa yana fuskantar sama. Sararin ƙugiya na zare (31) kusan sau 1.2 na adadin spools, waɗanda aka rarraba daidai gwargwado.
3. Sanya sandar zaren jagora (21). Saita jagororin zaren (211) tare da tazara da ta dace da adadin ciyarwar zaren da ke kan injin ɗin saka.
4. Juya faifan zaren (2114) don ramin zaren (21141) ya daidaita da bakin ciyarwa. Tabbatar da cewa shaft mai juyawa (2113) yana juyawa cikin sauƙi.
3. Daidaita Sauri
• Yi amfani da hanyar giciyen zare: shimfiɗa layin giciye daga tsakiyar injin saka zuwa kusurwoyi huɗu na wurin tsayawar zare. Bambancin nisa na ≤ 2 mm abu ne da za a iya amincewa da shi.
• A girgiza madaurin zare kaɗan don duba ko motsi ba a so—idan ya yi ƙarfi, ya shirya don loda zaren.

Ni.Saita Hanyar Zare (Daidaita Zaren Zare da Ciyarwa)
1. Tsarin Zaren Daidaitacce
Zare yana tafiya kamar haka:
Mazugi na yarn → Mai tauri → Ƙugiya ta yarn / idon yumbu → Na'urar gano karyar yarn → Jagorar yarn → Mai ciyar da yarn akaninjin dinki mai zagaye.
• Ya kamata zare ya wuce da kusurwar naɗewa ta 30-45° domin guje wa lalacewar damuwa.
• Ya kamata a daidaita ƙarfin tensioners ɗin da ke kan mataki ɗaya, a cikin ±2 mm.
2. Daidaitawar Tashin Hankali ta Nau'in Zare
• Auduga/Polyester: 3–5 cN; tazara tsakanin farantin matsin lamba ~2 mm.
• Spandex (Elastane): 0.5–1.5 cN; sun haɗa da sandunan hana haɗuwa.
• Zaren filament: 2–4 cN; yi amfani da ƙugiyoyin zaren yumbu don rage tsatsauran yanayi.
3. Ingantaccen Haɓaka Haƙƙin mallaka (CN208038689U)
• Sandunan saitin sama da ƙasa (1211/1213) suna samar da kusurwa mai ƙarfi ta 10-15° tare da sandunan tsaye, suna jan tsakiyar mazubin zare na nauyi zuwa ciki don sassautawa cikin sauƙi.
• Ciyar da kowace zare ta hanyar ƙugiya ta zare (31) kafin a shigar da jagorar zare don samar da rabuwa biyu - wannan yana rage haɗarin haɗuwa da sama da kashi 30%.
III. Jerin Binciken Gyaran Kuskure a Wurin Aiki
| Abu | Ma'aunin Manufa | Kayan aikin da ake buƙata
| Tsayewar zare | ≤ 0.5 mm/m | Matsayin daidaito
| Daidaita jagorar yarn | ≤ 0.2 mm karkacewa | Ma'aunin ji
| Daidaiton tashin hankali | ±0.5 cN tsakanin masu ciyarwa | Mita mai nuna tashin hankali ta dijital
| Busasshen gudu (minti 5) | Babu karyewar zare / girgiza | Duba gani
IV. Matsalolin da Aka Saba Yi & Gyara Cikin Sauri
| Matsala | Dalili Mai Yiwuwa | Magani
| Karyewar da ake yawan yi | Lalacewar ƙugiya ta zare ko tashin hankali mai yawa | Sauya yumbu, rage tashin hankali
| Mannewar zare | Mazugi ya karkata sosai ko kuma jagora ya yi nisa sosai | Rage kusurwa, rage tafin jagora zuwa ga mai ciyarwa
| Rashin daidaiton tashin hankali | Tsawon mazugi mara daidaito | Sake daidaita tsayin mazugi
Kammalawa
Ta hanyar bin wannan jagorar saitin, za ku iya kammala shigar da wurin tsayawar zare da kuma tsarin hanyar zare cikin ƙasa da mintuna 30—yana ba ku damar yin aiki da sauri.injin dinki mai zagayedon yin aiki cikin sauƙi, cikin inganci, kuma tare da rage lokacin hutu. Ciyar da zare yadda ya kamata yana da mahimmanci don samar da ingantaccen yadi da kuma ingantaccen aikin injin saka a ayyukan yadi na zamani.
Lokacin Saƙo: Yuli-24-2025