
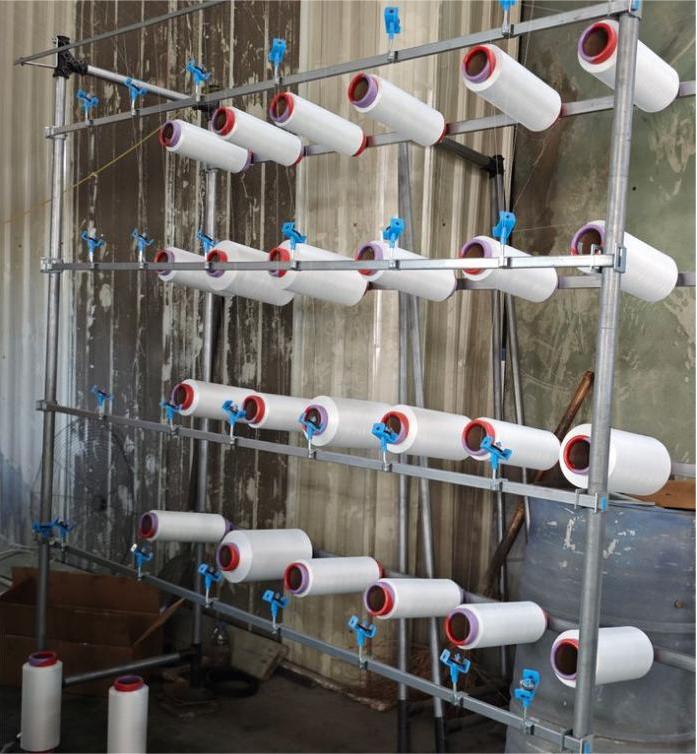

ຂ້ອຍ.ການຕິດຕັ້ງຂາຕັ້ງເສັ້ນດ້າຍ (ລະບົບຄ້ອນ ແລະ ລະບົບຂົນສົ່ງເສັ້ນດ້າຍ)

1. ການວາງຕຳແໜ່ງ ແລະ ການຍຶດ
• ວາງບ່ອນວາງເສັ້ນດ້າຍຫ່າງຈາກເຄື່ອງຖັກວົງມົນ 0.8–1.2 ແມັດ(https://www.eastinoknittingmachine.com/products/), ຮັບປະກັນໄລຍະຫ່າງຢ່າງໜ້ອຍ 600 ມມ ຂອງພື້ນທີ່ຫວ່າງຂອງຜູ້ປະຕິບັດງານ.
• ໃຊ້ລະດັບຄວາມແມ່ນຍໍາເພື່ອຮັບປະກັນວ່າແກນຕັ້ງມີຄວາມບ່ຽງເບນຕັ້ງສາກກັນ ≤ 0.5 ມມ/ມ. ປັບຕີນຮອງຮັບ ຫຼື ຕົວກັນການສັ່ນສະເທືອນຖ້າຈໍາເປັນ.
• ໃຊ້ປະແຈຂັນເພື່ອຂັນສະກູຖານໃຫ້ແໜ້ນຕາມແນວທະແຍງເພື່ອປ້ອງກັນການບິດງໍຂອງໂຄງ.
2. ລຳດັບການປະກອບ (ຕົວຢ່າງການຕັ້ງຄ່າໂດຍອີງໃສ່ສິດທິບັດ)
1. ໃສ່ຄານມ້ວນເສັ້ນດ້າຍ (12) ເຂົ້າໄປໃນກອບຮອງຮັບ (11), ຈາກນັ້ນຮັດໃຫ້ແໜ້ນດ້ວຍແກນຕໍ່ (4).
2. ຕິດກ້ານດ້າຍດ້ານເທິງ (3) ໂດຍໃຫ້ໜ້າໂຄ້ງຫັນຂຶ້ນເທິງ. ຂໍດ້າຍຊ່ອງ (31) ປະມານ 1.2 ເທົ່າຂອງຈຳນວນມ້ວນດ້າຍ, ແຈກຢາຍໃຫ້ເທົ່າກັນ.
3. ຕິດຕັ້ງຄານນຳທາງເສັ້ນດ້າຍ (21). ຕັ້ງຮ່ອງນຳທາງເສັ້ນດ້າຍ (211) ໂດຍໃຫ້ມີໄລຍະຫ່າງທີ່ກົງກັບຈຳນວນຕົວປ້ອນເສັ້ນດ້າຍໃນເຄື່ອງຖັກ.
4. ໝຸນແຜ່ນດ້າຍ (2114) ເພື່ອໃຫ້ຮ່ອງດ້າຍ (21141) ສອດຄ່ອງກັບປາກຂອງຕົວປ້ອນ. ຮັບປະກັນວ່າແກນໝູນ (2113) ໝຸນໄດ້ຢ່າງເສລີ.
3. ການປັບທຽບໄວ
• ໃຊ້ວິທີການຕັດເສັ້ນດ້າຍ: ຍືດເສັ້ນຕັດຈາກຈຸດກາງຂອງເຄື່ອງຖັກໄປຫາມຸມທັງສີ່ຂອງບ່ອນວາງເສັ້ນດ້າຍ. ໄລຍະຫ່າງລະຫວ່າງເສັ້ນດ້າຍ ≤ 2 ມມ ແມ່ນຍອມຮັບໄດ້.
• ສັ່ນບ່ອນວາງເສັ້ນດ້າຍເລັກນ້ອຍເພື່ອກວດສອບການເຄື່ອນໄຫວທີ່ບໍ່ຕ້ອງການ - ຖ້າໝັ້ນຄົງ, ມັນພ້ອມທີ່ຈະໃສ່ເສັ້ນດ້າຍ.

ຂ້ອຍ.ການຕັ້ງຄ່າເສັ້ນທາງເສັ້ນດ້າຍ (ການຈັດລຽງເສັ້ນດ້າຍ ແລະ ການປ້ອນເສັ້ນດ້າຍ)
1. ຮູບແບບການຕໍ່ສາຍມາດຕະຖານ
ເສັ້ນດ້າຍເຄື່ອນຍ້າຍດັ່ງຕໍ່ໄປນີ້:
ໂກນເສັ້ນດ້າຍ → ເຄື່ອງດຶງເສັ້ນດ້າຍ → ຕະຂໍເສັ້ນດ້າຍ / ຕາເຊລາມິກ → ເຄື່ອງກວດຈັບເສັ້ນດ້າຍຂາດ → ຕົວນຳເສັ້ນດ້າຍ → ຕົວປ້ອນເສັ້ນດ້າຍຢູ່ເຄື່ອງຖັກແສ່ວວົງມົນ.
• ເສັ້ນດ້າຍຄວນຜ່ານດ້ວຍມຸມພັນ 30–45° ເພື່ອຫຼີກເວັ້ນຄວາມເສຍຫາຍຈາກຄວາມກົດດັນ.
• ຕົວດຶງໃນຊັ້ນດຽວກັນຄວນຈະຢູ່ໃນລະດັບດຽວກັນ, ພາຍໃນ ±2 ມມ.
2. ການປັບຄວາມຕຶງຕາມປະເພດເສັ້ນດ້າຍ
• ຝ້າຍ/ໂພລີເອສເຕີ: 3–5 cN; ຊ່ອງຫວ່າງແຜ່ນດຶງ ~2 ມມ.
• Spandex (Elastane): 0.5–1.5 cN; ລວມທັງໄມ້ຄ້ອນຕ້ານການພັນກັນ.
• ເສັ້ນດ້າຍ Filament: 2–4 cN; ໃຊ້ຂໍເສັ້ນດ້າຍເຊລາມິກເພື່ອຫຼຸດຜ່ອນໄຟຟ້າສະຖິດ.
3. ການປັບປຸງທີ່ຂັບເຄື່ອນດ້ວຍສິດທິບັດ (CN208038689U)
• ກ້ານຕັ້ງດ້ານເທິງ ແລະ ດ້ານລຸ່ມ (1211/1213) ປະກອບເປັນມຸມແຫຼມ 10–15° ກັບກ້ານຕັ້ງ, ດຶງຈຸດແຮງໂນ້ມຖ່ວງຂອງໂກນເສັ້ນດ້າຍເຂົ້າໄປດ້ານໃນເພື່ອການຄາຍທີ່ລຽບງ່າຍກວ່າ.
• ສອດເສັ້ນດ້າຍແຕ່ລະເສັ້ນຜ່ານຂໍເສັ້ນດ້າຍ (31) ກ່ອນທີ່ຈະເຂົ້າໄປໃນຮ່ອງເສັ້ນດ້າຍເພື່ອໃຫ້ມີການແຍກສອງເທົ່າ - ສິ່ງນີ້ຊ່ວຍຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງການພັນກັນໄດ້ຫຼາຍກວ່າ 30%.
III. ລາຍການກວດສອບການແກ້ໄຂບັນຫາໃນສະຖານທີ່
| ລາຍການ | ມາດຕະຖານເປົ້າໝາຍ | ເຄື່ອງມືທີ່ຕ້ອງການ
| ຄວາມສູງຂອງຂາຕັ້ງເສັ້ນດ້າຍ | ≤ 0.5 ມມ/ມ | ລະດັບຄວາມແມ່ນຍໍາ
| ການຈັດລຽງຂອງຕົວນຳເສັ້ນດ້າຍ | ຄວາມຜັນຜວນ ≤ 0.2 ມມ | ເຄື່ອງວັດແທກຄວາມໜາ
| ຄວາມສອດຄ່ອງຂອງຄວາມເຄັ່ງຕຶງ | ±0.5 cN ລະຫວ່າງຕົວປ້ອນ | ເຄື່ອງວັດແທກຄວາມເຄັ່ງຕຶງດິຈິຕອລ
| ແລ່ນແຫ້ງ (5 ນາທີ) | ບໍ່ເສັ້ນດ້າຍຂາດ / ສັ່ນສະເທືອນ| ກວດກາດ້ວຍຕາ
IV. ບັນຫາທົ່ວໄປ ແລະ ການແກ້ໄຂດ່ວນ
| ບັນຫາ | ສາເຫດທີ່ອາດຈະເກີດຂຶ້ນ | ວິທີແກ້ໄຂ
| ຂາດເລື້ອຍໆ | ຂໍເກາະເສັ້ນດ້າຍເສຍຫາຍ ຫຼື ຄວາມຕຶງສູງ | ປ່ຽນເຊລາມິກ, ຫຼຸດຜ່ອນຄວາມຕຶງ
| ເສັ້ນດ້າຍພັນກັນ | ໂກນອຽງຊັນເກີນໄປ ຫຼື ນຳທາງໄກເກີນໄປ | ຫຼຸດມຸມ, ຫຼຸດເສັ້ນດ້າຍທີ່ນຳທາງໄປຫາຕົວປ້ອນ
| ຄວາມຕຶງບໍ່ກົງກັນ | ຄວາມສູງຂອງໂກນບໍ່ສະເໝີກັນ | ຈັດລະດັບຄວາມສູງຂອງຂາຕັ້ງໂກນຄືນໃໝ່
ສະຫຼຸບ
ໂດຍການປະຕິບັດຕາມຄູ່ມືການຕັ້ງຄ່ານີ້, ທ່ານສາມາດເຮັດສຳເລັດການຕິດຕັ້ງຂາຕັ້ງເສັ້ນດ້າຍ ແລະ ການຕັ້ງຄ່າເສັ້ນທາງເສັ້ນດ້າຍພາຍໃນເວລາບໍ່ເກີນ 30 ນາທີ—ເຊິ່ງເຮັດໃຫ້ເຄື່ອງຖັກແສ່ວວົງມົນເພື່ອໃຫ້ດຳເນີນໄປໄດ້ຢ່າງລຽບງ່າຍ, ມີປະສິດທິພາບ, ແລະ ມີເວລາຢຸດເຮັດວຽກໜ້ອຍທີ່ສຸດ. ການປ້ອນເສັ້ນດ້າຍທີ່ເໝາະສົມແມ່ນພື້ນຖານສຳລັບຜົນຜະລິດຜ້າທີ່ມີຄຸນນະພາບສູງ ແລະ ປະສິດທິພາບຂອງເຄື່ອງຖັກທີ່ດີທີ່ສຸດໃນການດຳເນີນງານສິ່ງທໍທີ່ທັນສະໄໝ.
ເວລາໂພສ: ກໍລະກົດ-24-2025