

Mən.İplik Dayaq Quraşdırılması (Sürüşmə və İplik Daşıyıcı Sistemi)

1. Yerləşdirmə və Lövbərləmə
• İplik dayağını dairəvi toxuculuq maşınından 0,8–1,2 metr aralıda yerləşdirin(https://www.eastinoknittingmachine.com/products/), operator boşluğunun ən azı 600 mm olmasını təmin etmək.
• Şaquli çubuqların perpendikulyarlıq sapmasının ≤ 0,5 mm/m olduğundan əmin olmaq üçün dəqiqlik səviyyəsindən istifadə edin. Lazım gələrsə, dayaq ayaqlarını və ya vibrasiya izolyatorlarını tənzimləyin.
• Çərçivənin əyilməsinin qarşısını almaq üçün əsas boltları diaqonal olaraq sıxmaq üçün moment açarından istifadə edin.
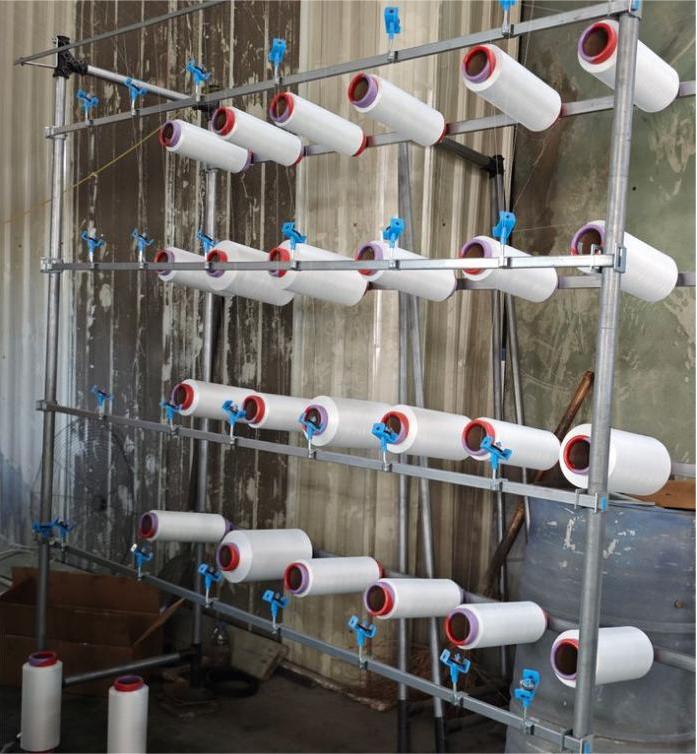
2. Yığıncaq Ardıcıllığı (Patent Əsaslı Quraşdırma Nümunəsi)
1. İplik makarasının şüasını (12) dayaq çərçivəsinə (11) daxil edin, sonra birləşdirici çubuqlarla (4) bərkidin.
2. Üst iplik çubuqlarını (3) əyri səthi yuxarıya doğru olmaqla quraşdırın. İplik qarmaqlarını (31) makaraların sayından təxminən 1,2 dəfə çox, bərabər paylanmış şəkildə yerləşdirin.
3. Bələdçi iplik şüasını (21) quraşdırın. İplik bələdçilərini (211) toxuculuq maşınındakı iplik ötürücülərinin sayına uyğun məsafə ilə yerləşdirin.
4. İplik diskini (2114) elə fırladın ki, iplik yivi (21141) qidalandırıcının ağzı ilə uyğunlaşsın. Fırlanan valın (2113) sərbəst fırlandığından əmin olun.
3. Sürətli Kalibrləmə
• İp çarpazlaşdırma metodundan istifadə edin: toxuculuq maşınının mərkəzindən iplik dayağının dörd küncünə qədər çarpaz xətt çəkin. ≤ 2 mm məsafə sapması məqbuldur.
• İstənməyən hərəkəti yoxlamaq üçün iplik dayağını yüngülcə silkələyin — əgər sabitdirsə, iplik yükləməyə hazırdır.

Mən.İplik Yolunun Qurulması (Yivləmə və Ötürmə Düzəlişi)
1. Standart Yivləmə Düzəni
İplik aşağıdakı kimi hərəkət edir:
Sap konus → Dartıcı → Sap qarmağı / keramika gözü → Sap qırılma detektoru → Sap bələdçisi → Sap qidalandırıcısıdairəvi toxuculuq maşını.
• Gərginlik zədələnməsinin qarşısını almaq üçün iplik 30–45° bükülmə bucağı ilə keçməlidir.
• Eyni yarusdakı dartıcılar bir-biri ilə eyni səviyyədə, ±2 mm məsafədə olmalıdır.
2. İplik Növünə Görə Gərginlik Tənzimləmələri
• Pambıq/Poliester: 3–5 cN; dartılma lövhəsi boşluğu ~2 mm.
• Spandex (Elastan): 0,5–1,5 cN; dolaşıqlığa qarşı çubuqlar daxildir.
• Filament ipliyi: 2–4 cN; statik gərginliyi azaltmaq üçün keramik iplik qarmaqlarından istifadə edin.
3. Patent Əsaslı Təkmilləşdirmələr (CN208038689U)
• Yuxarı və aşağı bərkidici çubuqlar (1211/1213) şaquli çubuqlarla 10–15° iti bucaq əmələ gətirir və iplik konusunun ağırlıq mərkəzini içəri çəkir ki, bu da daha hamar açılsın.
• İkiqat ayrılma təmin etmək üçün hər bir ipliyi iplik bələdçisinə daxil etməzdən əvvəl iplik qarmağından (31) keçirin — bu, dolaşma riskini 30%-dən çox azaldır.
III. Yerində Xətaların Aradan Qaldırılması Yoxlama Siyahısı
| Məhsul | Hədəf Standartı | Lazım olan alətlər
| İplik dayağının şaquliliyi | ≤ 0.5 mm/m | Dəqiqlik səviyyəsi
| Sap bələdçisinin hizalanması | ≤ 0.2 mm sapma | Hissedici ölçü cihazı
| Gərginlik konsistensiyası | Qidalandırıcılar arasında ±0.5 cN | Rəqəmsal gərginlik ölçən cihaz
| Quru axın (5 dəq) | Sap qırılmır / titrəmir | Vizual yoxlama
IV. Ümumi Problemlər və Tez Düzəlişlər
| Problem | Ehtimal olunan səbəb | Həll yolu
| Tez-tez qırılmalar | Zədələnmiş iplik qarmağı və ya yüksək gərginlik | Keramika dəyişdirin, gərginliyi azaldın
| Saplığın dolaşıqlığı | Konusun əyilməsi çox dik və ya istiqamətləndiricilər çox uzaqdır | Bucağı azaldın, istiqamətləndiricidən qidalandırıcıya doğru hərəkəti qısaldın
| Gərginlik uyğunsuzluğu | Qeyri-bərabər konus hündürlüyü | Konus dayağının hündürlüyünü yenidən hizalayın
Nəticə
Bu quraşdırma təlimatına əməl etməklə, iplik dayağının quraşdırılmasını və iplik yolunun konfiqurasiyasını 30 dəqiqədən az müddətdə tamamlaya bilərsiniz - bu da sizindairəvi toxuculuq maşınıproblemsiz, səmərəli və minimum boşdayanma müddəti ilə işləmək. Müasir tekstil əməliyyatlarında yüksək keyfiyyətli parça çıxışı və optimal toxuculuq maşınının işləməsi üçün ipliyin düzgün qidalanması əsasdır.
Yazı vaxtı: 24 iyul 2025