
Ја.Инсталација сталака за пређу (систем за кошуљице и носаче пређе)

1. Позиционирање и сидрење
• Поставите сталак за пређу 0,8–1,2 метра од машине за кружно плетење(хттпс://ввв.еастинокниттингмацхине.цом/продуцтс/), осигуравајући најмање 600 мм простора за оператера.
• Користите прецизну либелу да бисте осигурали да вертикалне шипке имају одступање од управности ≤ 0,5 mm/m. По потреби подесите потпорне ноге или изолаторе вибрација.
• Користите обртни кључ да дијагонално затегнете вијке основе како бисте спречили савијање рама.
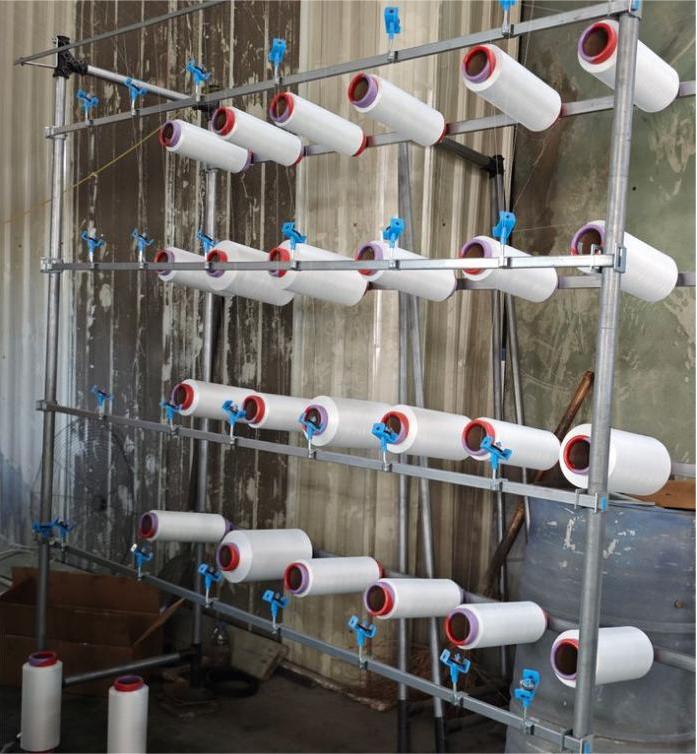
2. Редослед монтаже (пример подешавања заснованог на патенту)
1. Уметните греду калема пређе (12) у носећи оквир (11), а затим је причврстите спојним шипкама (4).
2. Монтирајте горње штапове пређе (3) са закривљеном површином окренутом нагоре. Размакните кукице пређе (31) приближно 1,2 пута више од броја калема, равномерно распоређене.
3. Инсталирајте вођицу пређе (21). Поставите вођице пређе (211) са размаком који одговара броју додавача пређе на машини за плетење.
4. Окрените диск за пређу (2114) тако да се жлеб за пређу (21141) поравна са отвором додавача. Уверите се да се ротирајуће вратило (2113) слободно окреће.
3. Брза калибрација
• Користите метод укрштања конца: растегните укрштену линију од центра машине за плетење до четири угла сталака за пређу. Прихватљиво је одступање растојања од ≤ 2 mm.
• Лагано протресите сталак за пређу да бисте проверили да ли се нежељено помера — ако је стабилан, спреман је за учитавање пређе.

Ја.Подешавање путање пређе (поравнање увлачења и довода)
1. Стандардни распоред навоја
Пређа се креће на следећи начин:
Конус пређе → Затезач → Кука за пређу / керамичко око → Детектор прекида пређе → Вођица пређе → Додавач пређе накружна машина за плетење.
• Пређа треба да пролази под углом омотавања од 30–45° како би се избегла оштећења услед напрезања.
• Затезачи на истом нивоу треба да буду у равни једни са другима, унутар ±2 mm.
2. Подешавање затегнутости према типу пређе
• Памук/полиестер: 3–5 cN; размак између затезних плоча ~2 mm.
• Спандекс (еластан): 0,5–1,5 cN; укључује шипке против запетљавања.
• Филаментна пређа: 2–4 cN; користите керамичке кукице за пређу да бисте смањили статички електрицитет.
3. Унапређења заснована на патентима (CN208038689U)
• Горња и доња шипка за подешавање (1211/1213) формирају оштар угао од 10–15° са вертикалним шипкама, повлачећи тежиште конуса пређе ка унутра ради глађег одмотавања.
• Провуците сваку пређу кроз кукицу за пређу (31) пре него што уђе у водилицу пређе како бисте обезбедили двоструко раздвајање — ово смањује ризик од запетљавања за преко 30%.
III. Листа за проверу отклањања грешака на лицу места
| Ставка | Циљни стандард | Потребни алати
| Вертикалност стајалишта пређе | ≤ 0,5 mm/m | Ниво прецизности
| Поравнање вођице пређе | Одступање ≤ 0,2 мм | Мерач пипа
| Конзистентност затезања | ±0,5 cN између доводника | Дигитални мерач затезања
| Суви рад (5 мин) | Без прекида пређе / вибрација | Визуелни преглед
IV. Уобичајени проблеми и брза решења
| Проблем | Вероватни узрок | Решење
| Чести прекиди | Оштећена кукица за пређу или висока затегнутост | Замените керамику, смањите затегнутост
| Запетљавање пређе | Нагиб конуса је превише стрм или водилице превише далеко | Смањите угао, скратите растојање од водилице до додавача
| Неусклађеност затегнутости | Неуједначена висина конуса | Поново поравнајте висину постоља конуса
Закључак
Пратећи овај водич за подешавање, можете завршити инсталацију сталака за пређу и конфигурацију путање пређе за мање од 30 минута, што ће вам омогућитикружна машина за плетењеда ради глатко, ефикасно и са минимизираним застојем. Правилно додавање пређе је основа за висококвалитетну производњу тканине и оптималне перформансе машина за плетење у модерним текстилним погонима.
Време објаве: 24. јул 2025.