
म।यार्न स्ट्यान्ड स्थापना (क्रिल र यार्न क्यारियर सिस्टम)

१. पोजिसनिङ र एङ्करिङ
• गोलाकार बुनाई मेसिनबाट धागोको स्ट्यान्ड ०.८–१.२ मिटर टाढा राख्नुहोस्।(https://www.eastinoknittingmachine.com/products/), कम्तिमा ६०० मिमी अपरेटर क्लियरेन्स सुनिश्चित गर्दै।
• ठाडो रडहरूमा ≤ ०.५ मिमी/मिटर लम्बवत विचलन छ भनी सुनिश्चित गर्न सटीक स्तर प्रयोग गर्नुहोस्। आवश्यक परेमा समर्थन खुट्टा वा कम्पन आइसोलेटरहरू समायोजन गर्नुहोस्।
• फ्रेम वार्पिङ हुनबाट रोक्नको लागि बेस बोल्टहरूलाई विकर्ण रूपमा कस्न टर्क रेन्च प्रयोग गर्नुहोस्।
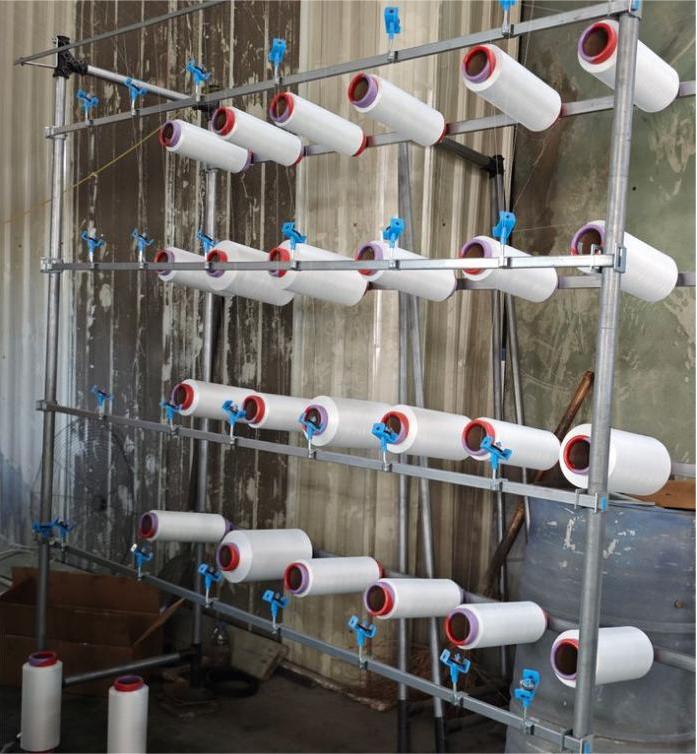
२. असेम्बली सिक्वेन्स (पेटेन्ट-आधारित सेटअप उदाहरण)
१. यार्न स्पूल बीम (१२) लाई सपोर्ट फ्रेम (११) मा घुसाउनुहोस्, त्यसपछि कनेक्टर रड (४) ले सुरक्षित गर्नुहोस्।
२. माथिल्लो धागोको डण्डीहरू (३) घुमाउरो सतह माथितिर फर्काएर माउन्ट गर्नुहोस्। स्पेस यार्न हुकहरू (३१) स्पूलहरूको संख्याको लगभग १.२ गुणा, समान रूपमा वितरित।
३. गाइड यार्न बीम (२१) स्थापना गर्नुहोस्। बुनाई मेसिनमा यार्न फिडरहरूको संख्यासँग मिल्ने दूरी राखेर यार्न गाइडहरू (२११) सेट गर्नुहोस्।
४. धागोको डिस्क (२११४) घुमाउनुहोस् ताकि धागोको ग्रूभ (२११४१) फिडर माउथसँग मिलोस्। घुम्ने शाफ्ट (२११३) स्वतन्त्र रूपमा घुमेको सुनिश्चित गर्नुहोस्।
३. द्रुत क्यालिब्रेसन
• स्ट्रिङ-क्रस विधि प्रयोग गर्नुहोस्: बुनाई मेसिनको केन्द्रबाट धागो स्ट्यान्डको चार कुनासम्म क्रसलाइन तन्काउनुहोस्। ≤ २ मिमीको दूरी विचलन स्वीकार्य छ।
• अनावश्यक चाल जाँच गर्न धागोको स्ट्यान्डलाई हल्का हल्लाउनुहोस्—यदि स्थिर छ भने, यो धागो लोड गर्न तयार छ।

म।यार्न पाथ सेटअप (थ्रेडिङ र फिडिङ पङ्क्तिबद्धता)
१. मानक थ्रेडिङ लेआउट
धागो निम्नानुसार यात्रा गर्छ:
यार्न कोन → टेन्सनर → यार्न हुक / सिरेमिक आई → यार्न ब्रेक डिटेक्टर → यार्न गाइड → यार्न फिडर अनगोलाकार बुनाई मेसिन.
• तनावबाट हुने क्षतिबाट बच्न धागो ३०-४५° को र्याप कोणमा पास हुनुपर्छ।
• एउटै तहमा रहेका टेन्सनरहरू एकअर्कासँग ±२ मिमी भित्र स्तरमा हुनुपर्छ।
२. धागोको प्रकार अनुसार तनाव समायोजन
• कपास/पोलिस्टर: ३–५ cN; टेन्सन प्लेट ग्याप ~२ मिमी।
• स्प्यान्डेक्स (इलास्टेन): ०.५–१.५ cN; एन्टी-एन्ट्याङ्गलिंग रडहरू समावेश गर्दछ।
• फिलामेन्ट धागो: २-४ cN; स्थिरता कम गर्न सिरेमिक धागोको हुक प्रयोग गर्नुहोस्।
३. पेटेन्ट-संचालित संवर्द्धन (CN208038689U)
• माथिल्लो र तल्लो सेटिङ रडहरू (१२११/१२१३) ले ठाडो रडहरूसँग १०-१५° तीव्र कोण बनाउँछन्, जसले गर्दा धागोको कोन गुरुत्वाकर्षण केन्द्रलाई सहज रूपमा खोल्नको लागि भित्रतिर तानिन्छ।
• दोहोरो विभाजन प्रदान गर्न धागो गाइडमा प्रवेश गर्नु अघि प्रत्येक धागोलाई धागोको हुक (३१) मार्फत खुवाउनुहोस्—यसले ट्याङ्लिंगको जोखिमलाई ३०% भन्दा बढीले कम गर्छ।
III. साइटमा डिबगिङ चेकलिस्ट
| वस्तु | लक्षित मानक | आवश्यक उपकरणहरू
| धागोको स्ट्यान्डको ठाडोपन | ≤ ०.५ मिमी/मिटर | परिशुद्धता स्तर
| धागो गाइड पङ्क्तिबद्धता | ≤ ०.२ मिमी विचलन | फिलर गेज
| टेन्सन कन्सिस्टन्सी | फिडरहरू बीच ±०.५ cN | डिजिटल टेन्सन मिटर
| ड्राई रन (५ मिनेट) | धागो फुट्ने / कम्पन नहुने | दृश्य निरीक्षण
IV. सामान्य समस्याहरू र द्रुत समाधानहरू
| समस्या | सम्भावित कारण | समाधान
| बारम्बार टुट्ने | क्षतिग्रस्त धागोको हुक वा उच्च तनाव | सिरेमिकहरू बदल्नुहोस्, तनाव कम गर्नुहोस्
| धागोको उलझन | कोन धेरै भिरालो झुकाव वा धेरै टाढा गाइड | कोण घटाउनुहोस्, गाइड-टु-फिडर प्याट छोटो पार्नुहोस्
| तनाव बेमेल | असमान शंकु उचाइ | शंकु स्ट्यान्ड उचाइ पुन: पङ्क्तिबद्ध गर्नुहोस्
निष्कर्ष
यो सेटअप गाइड पालना गरेर, तपाईंले ३० मिनेट भन्दा कम समयमा यार्न स्ट्यान्ड स्थापना र यार्न पाथ कन्फिगरेसन पूरा गर्न सक्नुहुन्छ—तपाईंकोगोलाकार बुनाई मेसिनसहज, कुशलतापूर्वक र न्यूनतम डाउनटाइममा चलाउन। आधुनिक कपडा सञ्चालनमा उच्च-गुणस्तरको कपडा उत्पादन र इष्टतम बुनाई मेसिन प्रदर्शनको लागि उचित धागो खुवाउनु आधारभूत कुरा हो।
पोस्ट समय: जुलाई-२४-२०२५