
I.ການຕິດຕັ້ງເສັ້ນດ້າຍ (Creel & yarn Carrier ລະບົບ)

1. ການຈັດຕໍາແໜ່ງ & ການຈັດວາງ
• ວາງເສັ້ນດ້າຍຢູ່ຫ່າງຈາກເຄື່ອງຖັກເປັນວົງ 0.8-1.2 ແມັດ(https://www.eastinoknittingmachine.com/products/), ຮັບປະກັນຢ່າງຫນ້ອຍ 600 ມມຂອງການເກັບກູ້ປະຕິບັດການ.
• ໃຊ້ລະດັບຄວາມແມ່ນຍໍາເພື່ອຮັບປະກັນວ່າເຊືອກຕັ້ງມີຄ່າບ່ຽງເບນ perpendicularity ≤ 0.5 mm/m. ປັບຕີນຮອງ ຫຼືຕົວແຍກການສັ່ນສະເທືອນ ຖ້າຈຳເປັນ.
• ໃຊ້ wrench torque ເພື່ອຂວາງຂວາງຂອງ bolts ພື້ນຖານເພື່ອປ້ອງກັນການ warping ຂອງກອບ.
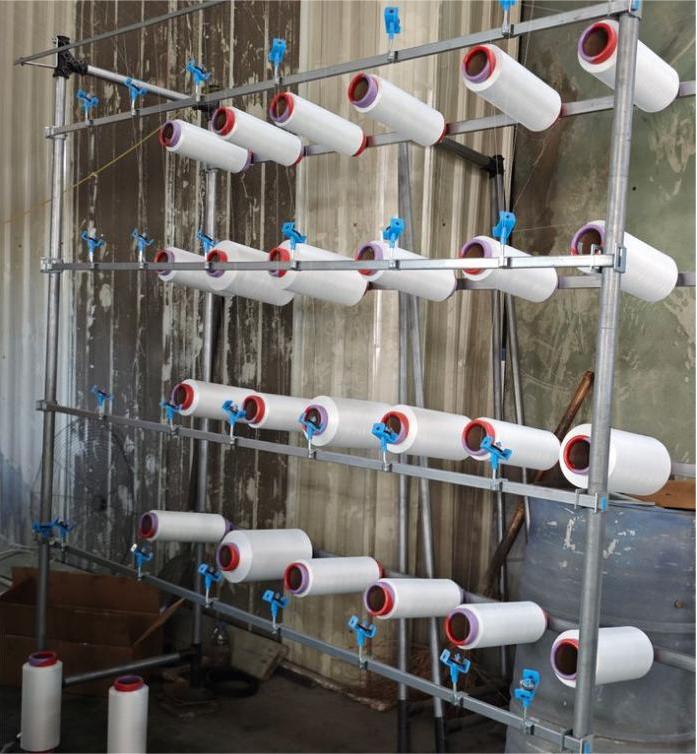
2. ລຳດັບສະພາແຫ່ງ (ຕົວຢ່າງການຕິດຕັ້ງຕາມສິດທິບັດ)
1. ສຽບເສັ້ນດ້າຍເສັ້ນດ້າຍ (12) ເຂົ້າໄປໃນກອບສະຫນັບສະຫນູນ (11), ຫຼັງຈາກນັ້ນໃຫ້ແຫນ້ນດ້ວຍເຊືອກເຊື່ອມຕໍ່ (4).
2. ຍຶດເສັ້ນດ້າຍເສັ້ນດ້າຍເທິງ (3) ໂດຍໃຫ້ພື້ນຜິວໂຄ້ງຫັນໜ້າຂຶ້ນ. hooks ເສັ້ນດ້າຍຊ່ອງ (31) ປະມານ 1.2x ຂອງຈໍານວນ spools, ແຈກຢາຍຢ່າງເທົ່າທຽມກັນ.
3. ການຕິດຕັ້ງ beam ເສັ້ນດ້າຍຄູ່ມື (21). ກໍານົດທິດທາງເສັ້ນດ້າຍ (211) ທີ່ມີໄລຍະຫ່າງທີ່ກົງກັບຈໍານວນຕົວປ້ອນເສັ້ນດ້າຍຢູ່ໃນເຄື່ອງຖັກ.
4. ໝຸນແຜ່ນເສັ້ນດ້າຍ (2114) ເພື່ອໃຫ້ຮ່ອງເສັ້ນດ້າຍ (21141) ສອດຄ່ອງກັບປາກ feeder. ໃຫ້ແນ່ໃຈວ່າ shaft rotating (2113) spin freely.
3. Calibration ໄວ
• ໃຊ້ວິທີຕັດເຊືອກ: ຢຽດເສັ້ນເສັ້ນຂວາງຈາກສູນເຄື່ອງຖັກໄປສີ່ແຈຂອງເສັ້ນດ້າຍ. A deviation ໄລຍະຫ່າງຂອງ ≤ 2 mm ແມ່ນຍອມຮັບໄດ້.
• ສັ່ນສາຍຕັ້ງເສັ້ນດ້າຍເລັກນ້ອຍເພື່ອກວດເບິ່ງການເຄື່ອນໄຫວທີ່ບໍ່ຕ້ອງການ—ຖ້າມີຄວາມໝັ້ນຄົງ, ມັນພ້ອມແລ້ວສຳລັບການໂຫຼດເສັ້ນດ້າຍ.

I.ການຕັ້ງຄ່າເສັ້ນທາງເສັ້ນດ້າຍ (ການຈັດເສັ້ນແລະການໃຫ້ອາຫານ)
1. ການຈັດວາງກະທູ້ມາດຕະຖານ
ເສັ້ນດ້າຍເດີນທາງດັ່ງຕໍ່ໄປນີ້:
ໂກນເສັ້ນດ້າຍ → ແຮງດັນ → ສາຍຮັດເສັ້ນດ້າຍ / ຕາເຊລາມິກ → ເຄື່ອງກວດຈັບເສັ້ນດ້າຍ → ຄູ່ມືເສັ້ນດ້າຍ → ເຄື່ອງປ້ອນເສັ້ນດ້າຍໃສ່.ເຄື່ອງຖັກວົງ.
• ເສັ້ນດ້າຍຄວນຜ່ານມຸມຫໍ່ຂອງ 30–45° ເພື່ອຫຼີກເວັ້ນຄວາມເສຍຫາຍຈາກຄວາມກົດດັນ.
• ຄວາມເຄັ່ງຕຶງຢູ່ໃນຊັ້ນດຽວກັນຄວນຢູ່ລະຫວ່າງກັນ, ພາຍໃນ ±2 ມມ.
2. ການປັບຄວາມເຄັ່ງຕຶງໂດຍປະເພດເສັ້ນດ້າຍ
• ຝ້າຍ/ໂພລີເອສເຕີ: 3–5 cN; ຊ່ອງຫວ່າງແຜ່ນຄວາມກົດດັນ ~ 2 ມມ.
• Spandex (Elastane): 0.5–1.5 cN; ປະກອບມີ rods ຕ້ານ entangling.
• ເສັ້ນດ້າຍ filament: 2–4 cN; ໃຊ້ hooks ເສັ້ນດ້າຍ ceramic ເພື່ອຫຼຸດຜ່ອນ static.
3. ການເພີ່ມປະສິດທິພາບທີ່ຂັບເຄື່ອນດ້ວຍສິດທິບັດ (CN208038689U)
• ເສັ້ນດ້າຍຕັ້ງເທິງ ແລະ ລຸ່ມ (1211/1213) ປະກອບເປັນມຸມສ້ວຍແຫຼມ 10–15° ດ້ວຍເສັ້ນດ້າຍແນວຕັ້ງ, ດຶງເສັ້ນດ້າຍເສັ້ນດ້າຍສູນກາງຂອງແຮງໂນ້ມຖ່ວງເຂົ້າໄປຂ້າງໃນເພື່ອການຜ່ອນຄາຍທີ່ລຽບກວ່າ.
• ປ້ອນເສັ້ນດ້າຍແຕ່ລະເສັ້ນຜ່ານສາຍຮັດເສັ້ນດ້າຍ (31) ກ່ອນທີ່ຈະເຂົ້າຄູ່ມືເສັ້ນດ້າຍເພື່ອໃຫ້ການແຍກອອກເປັນສອງເທົ່າ—ອັນນີ້ຈະຊ່ວຍຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງການຂັດກັນໄດ້ຫຼາຍກວ່າ 30%.
III. ລາຍການກວດແກ້ບັນຫາໃນເວັບໄຊ
| ລາຍການ | ເປົ້າໝາຍມາດຕະຖານ | ເຄື່ອງມືທີ່ຈໍາເປັນ
| ເສັ້ນດ້າຍຢືນແນວຕັ້ງ | ≤ 0.5 mm/m | ລະດັບຄວາມຊັດເຈນ
| ເສັ້ນດ້າຍຄູ່ມືການສອດຄ່ອງ | ≤ 0.2 mm deviation | ເຄື່ອງວັດແທກຄວາມຮູ້ສຶກ
| ຄວາມສອດຄ່ອງຂອງຄວາມກົດດັນ | ±0.5 cN ລະຫວ່າງ feeders | ເຄື່ອງວັດແທກຄວາມດັນດິຈິຕອນ
| ແລ່ນແຫ້ງ (5 ນາທີ) | ບໍ່ມີເສັ້ນດ້າຍແຕກ / ການສັ່ນສະເທືອນ| ການກວດກາສາຍຕາ
IV. ບັນຫາທົ່ວໄປ & ການແກ້ໄຂດ່ວນ
| ບັນຫາ | ອາດຈະເປັນສາເຫດ | ການແກ້ໄຂ
| ພັກຜ່ອນເລື້ອຍໆ | hook ເສັ້ນດ້າຍເສຍຫາຍຫຼືຄວາມກົດດັນສູງ | ທົດແທນ ceramics, ຫຼຸດຜ່ອນຄວາມກົດດັນ
| ການຕິດຂັດເສັ້ນດ້າຍ | Cone tilt ສູງຊັນເກີນໄປຫຼືນໍາທາງໄກເກີນໄປ | ຫຼຸດມຸມ, ຫຍໍ້ໜ້າຄູ່ມືໃຫ້ອາຫານໃຫ້ສັ້ນລົງ
| ຄວາມເຄັ່ງຕຶງບໍ່ກົງກັນ | ຄວາມສູງຂອງໂກນດອກບໍ່ເທົ່າກັນ | ປັບຄວາມສູງຂອງຂາຕັ້ງກວຍຄືນໃໝ່
ສະຫຼຸບ
ໂດຍການປະຕິບັດຕາມຄູ່ມືການຕິດຕັ້ງນີ້, ທ່ານສາມາດເຮັດສໍາເລັດການຕິດຕັ້ງເສັ້ນດ້າຍເສັ້ນດ້າຍແລະການຕັ້ງຄ່າເສັ້ນທາງເສັ້ນດ້າຍພາຍໃນ 30 ນາທີ - ເຮັດໃຫ້ທ່ານສາມາດເຄື່ອງຖັກວົງເພື່ອຈະດໍາເນີນການໄດ້ຢ່າງງ່າຍດາຍ, ປະສິດທິພາບ, ແລະມີການຫຼຸດຜ່ອນການຢຸດເຊົາການ. ການໃຫ້ອາຫານເສັ້ນດ້າຍທີ່ຖືກຕ້ອງແມ່ນພື້ນຖານສໍາລັບການຜະລິດຜ້າທີ່ມີຄຸນນະພາບສູງແລະການປະຕິບັດເຄື່ອງຖັກທີ່ດີທີ່ສຸດໃນການດໍາເນີນງານຂອງສິ່ງທໍທີ່ທັນສະໄຫມ.
ເວລາປະກາດ: 24-07-2025