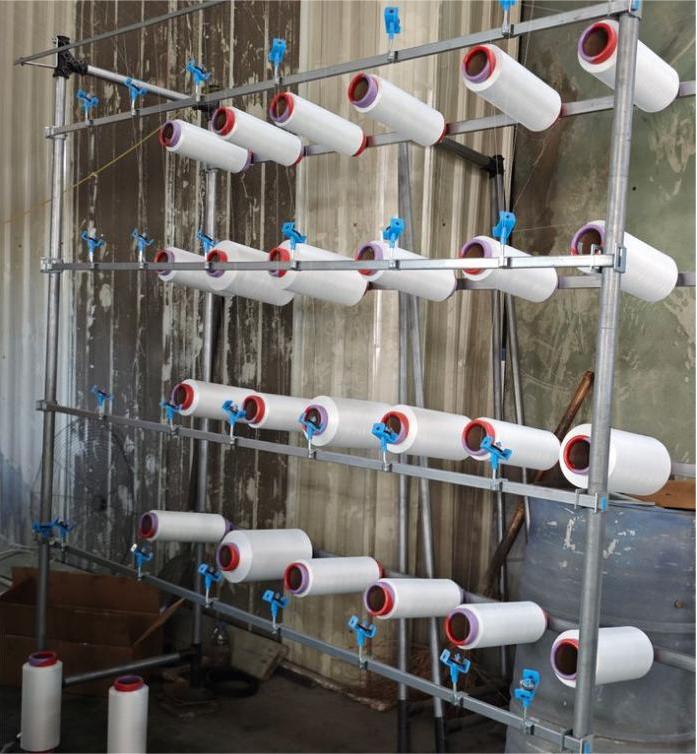

나.원사 스탠드 설치(크릴 및 원사 캐리어 시스템)

1. 위치 지정 및 고정
• 원사 스탠드를 원형 편물기에서 0.8~1.2m 떨어진 곳에 놓으세요.(https://www.eastinoknittingmachine.com/products/)최소 600mm의 작업자 여유 공간을 확보합니다.
• 정밀 수평계를 사용하여 수직 막대의 직각도 편차가 ≤ 0.5mm/m인지 확인하십시오. 필요한 경우 지지대 또는 진동 차단 장치를 조정하십시오.
• 토크 렌치를 사용하여 프레임이 휘는 것을 방지하기 위해 베이스 볼트를 대각선으로 조이세요.
2. 조립 순서(특허 기반 설정 예)
1. 실 스풀 빔(12)을 지지 프레임(11)에 삽입한 후 커넥터 막대(4)로 고정합니다.
2. 위쪽 실 막대(3)의 곡면이 위를 향하도록 장착합니다. 실 고리(31)를 실패 개수의 약 1.2배 크기로 균등하게 배치합니다.
3. 가이드 원사 빔(21)을 설치합니다. 편직기의 원사 공급 장치 개수에 맞춰 원사 가이드(211) 간격을 조정합니다.
4. 실 디스크(2114)를 돌려 실 홈(21141)이 공급기 입구와 일치하도록 합니다. 회전축(2113)이 자유롭게 회전하는지 확인합니다.
3. 빠른 교정
• 스트링 크로스 방법을 사용하세요. 편물기 중앙에서 실 스탠드의 네 모서리까지 크로스 라인을 긋습니다. 거리 편차는 ≤ 2mm가 허용됩니다.
• 원사 스탠드를 살짝 흔들어 원사 움직임이 없는지 확인합니다. 움직임이 안정적이면 원사를 장착할 준비가 된 것입니다.

나.실 경로 설정(실 끼우기 및 공급 정렬)
1. 표준 스레딩 레이아웃
실은 다음과 같이 이동합니다.
원사 콘 → 텐셔너 → 원사 후크/세라믹 아이 → 원사 끊어짐 감지기 → 원사 가이드 → 원사 공급 장치원형 뜨개질 기계.
• 응력 손상을 방지하기 위해 실은 30~45°의 감싸는 각도로 통과해야 합니다.
• 동일 계층의 텐셔너는 서로 수평을 이루어야 하며, ±2mm 이내여야 합니다.
2. 실 종류에 따른 장력 조절
• 면/폴리에스터: 3–5 cN; 장력판 간격 ~2 mm.
• 스판덱스(엘라스테인): 0.5–1.5 cN; 꼬임 방지 막대 포함.
• 필라멘트 원사: 2~4 cN; 정전기를 줄이려면 세라믹 원사 후크를 사용하세요.
3. 특허 기반 개선 사항(CN208038689U)
• 위쪽과 아래쪽 세팅 막대(1211/1213)는 수직 막대와 10~15°의 예각을 이루며, 원사 원뿔의 중심을 안쪽으로 당겨서 더 부드럽게 풀립니다.
• 실 가이드에 들어가기 전에 각 실을 실 후크(31)에 넣어 두 번 분리합니다. 이렇게 하면 엉킴 위험이 30% 이상 줄어듭니다.
III. 현장 디버깅 체크리스트
| 품목 | 대상 표준 | 필요한 도구
| 실 스탠드 수직도 | ≤ 0.5 mm/m | 정밀도 수준
| 실 가이드 정렬 | ≤ 0.2 mm 편차 | 필러 게이지
| 장력 일관성 | 피더 간 ±0.5 cN | 디지털 장력계
| 시운전(5분) | 실 끊어짐/진동 없음 | 시각 검사
IV. 일반적인 문제 및 빠른 해결 방법
| 문제 | 가능한 원인 | 해결책
| 잦은 파손 | 손상된 실 후크 또는 높은 장력 | 세라믹을 교체하고 장력을 줄이십시오
| 실 엉킴 | 원뿔 기울기가 너무 가파르거나 가이드가 너무 멀리 있음 | 각도를 줄이고 가이드-피더 간격을 줄임
| 장력 불일치 | 고르지 않은 콘 높이 | 콘 스탠드 높이 다시 정렬
결론
이 설정 가이드를 따르면 30분 이내에 원사 스탠드 설치 및 원사 경로 구성을 완료할 수 있습니다.원형 뜨개질 기계원활하고 효율적으로, 그리고 가동 중단 시간을 최소화하여 작업할 수 있도록 합니다. 적절한 원사 공급은 현대 섬유 산업에서 고품질 원단 생산과 최적의 편직기 성능을 위한 기본입니다.
게시 시간: 2025년 7월 24일