
Ja.Ugradnja stalka za pređu (sustav košara i nosača pređe)

1. Pozicioniranje i sidrenje
• Postavite stalak za pređu 0,8–1,2 metra od kružnog pletaćeg stroja(https://www.eastinoknittingmachine.com/products/), osiguravajući najmanje 600 mm razmaka za operatera.
• Pomoću precizne libele osigurajte odstupanje okomitosti okomitih šipki ≤ 0,5 mm/m. Po potrebi prilagodite potporne nožice ili izolatore vibracija.
• Za dijagonalno zatezanje vijaka podnožja upotrijebite moment ključ kako biste spriječili savijanje okvira.
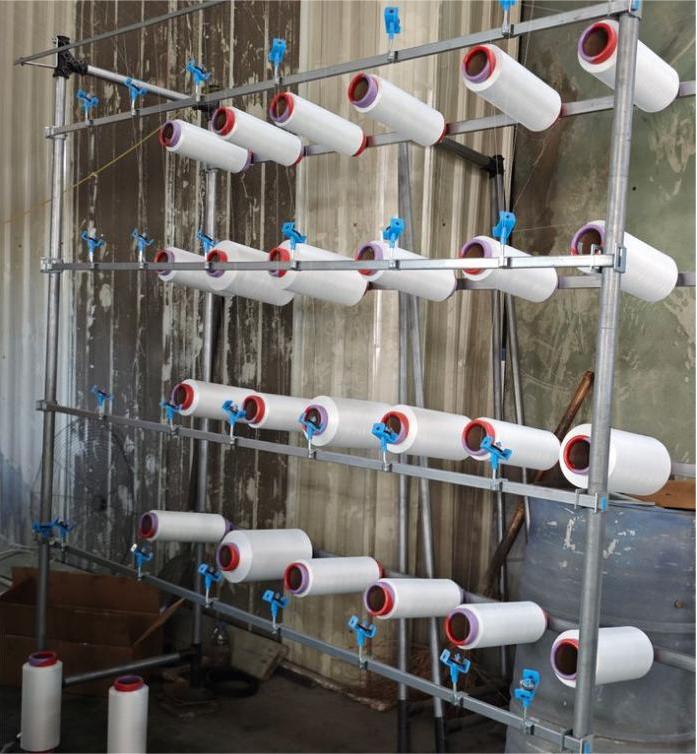
2. Redoslijed montaže (primjer postavljanja temeljenog na patentu)
1. Umetnite nosač kalema pređe (12) u okvir nosača (11), a zatim ga pričvrstite spojnim šipkama (4).
2. Montirajte gornje šipke pređe (3) sa zakrivljenom površinom okrenutom prema gore. Kuke za pređu (31) postavite ravnomjerno raspoređene na razmak od otprilike 1,2 puta veći od broja kalema.
3. Ugradite vodilicu pređe (21). Postavite vodilice pređe (211) s razmakom koji odgovara broju dovodnika pređe na pletaćem stroju.
4. Okrenite disk za pređu (2114) tako da se žlijeb za pređu (21141) poravna s otvorom dovodnika. Provjerite da se rotirajuća osovina (2113) slobodno okreće.
3. Brza kalibracija
• Koristite metodu križanja niti: razvucite križnu nit od središta pletaćeg stroja do četiri kuta stalka za pređu. Prihvatljivo je odstupanje udaljenosti od ≤ 2 mm.
• Lagano protresite stalak za pređu kako biste provjerili ima li neželjenih pokreta - ako je stabilan, spreman je za umetanje pređe.

Ja.Postavljanje puta pređe (poravnavanje konca i uvlačenja)
1. Standardni raspored navoja
Pređa putuje na sljedeći način:
Konus pređe → Zatezač → Kuka za pređu / keramička ušica → Detektor prekida pređe → Vodilica pređe → Dovodnik pređe nakružni stroj za pletenje.
• Pređa bi trebala prolaziti s kutom omotavanja od 30–45° kako bi se izbjegla oštećenja uslijed naprezanja.
• Zatezači na istoj razini trebaju biti u ravnini jedan s drugim, unutar ±2 mm.
2. Podešavanje napetosti prema vrsti pređe
• Pamuk/poliester: 3–5 cN; razmak zatezne ploče ~2 mm.
• Spandex (elastan): 0,5–1,5 cN; uključuje šipke protiv zapetljavanja.
• Filamentna pređa: 2–4 cN; koristite keramičke kuke za pređu kako biste smanjili statički elektricitet.
3. Poboljšanja temeljena na patentu (CN208038689U)
• Gornja i donja šipka za podešavanje (1211/1213) tvore oštar kut od 10–15° s okomitim šipkama, povlačeći težište konusa pređe prema unutra radi lakšeg odmotavanja.
• Provucite svaku nit kroz kuku za pređu (31) prije ulaska u vodilicu pređe kako biste osigurali dvostruko odvajanje - to smanjuje rizik od zapetljavanja za više od 30%.
III. Kontrolni popis za otklanjanje pogrešaka na licu mjesta
| Stavka | Ciljani standard | Potrebni alati
| Vertikalni položaj pređe | ≤ 0,5 mm/m | Razina preciznosti
| Poravnanje vodilice pređe | Odstupanje ≤ 0,2 mm | Mjerač mjernih listića
| Konzistentnost napetosti | ±0,5 cN između dovodnih elemenata | Digitalni mjerač napetosti
| Suhi rad (5 min) | Nema prekida pređe / vibracija | Vizualni pregled
IV. Uobičajeni problemi i brza rješenja
| Problem | Vjerojatni uzrok | Rješenje
| Česti prekidi | Oštećena kuka za pređu ili visoka napetost | Zamijenite keramiku, smanjite napetost
| Zapetljavanje pređe | Nagib konusa je prestrm ili vodilice previše daleko | Smanjite kut, skratite putanju od vodilice do dovodnog uređaja
| Neusklađenost napetosti | Neravnomjerna visina konusa | Ponovno podesite visinu stalka konusa
Zaključak
Slijedeći ovaj vodič za postavljanje, možete dovršiti postavljanje stalka za pređu i konfiguraciju puta pređe za manje od 30 minuta, što će vam omogućitikružni stroj za pletenjeda radi glatko, učinkovito i s minimalnim zastojem. Pravilno dovođenje pređe temelj je za visokokvalitetnu proizvodnju tkanine i optimalne performanse pletaćeg stroja u modernim tekstilnim operacijama.
Vrijeme objave: 24. srpnja 2025.