
मैं।यार्न स्टैंड स्थापना (क्रील और यार्न कैरियर सिस्टम)

1. पोजिशनिंग और एंकरिंग
• यार्न स्टैंड को गोलाकार बुनाई मशीन से 0.8-1.2 मीटर की दूरी पर रखें(https://www.eastinoknittingmachine.com/products/), कम से कम 600 मिमी ऑपरेटर क्लीयरेंस सुनिश्चित करना।
• यह सुनिश्चित करने के लिए कि ऊर्ध्वाधर छड़ों का लंबवत विचलन ≤ 0.5 मिमी/मी हो, एक सटीक स्तर का उपयोग करें। यदि आवश्यक हो, तो सपोर्ट फ़ीट या कंपन विभाजक समायोजित करें।
• फ्रेम को मुड़ने से रोकने के लिए बेस बोल्ट को तिरछे कसने के लिए टॉर्क रिंच का उपयोग करें।
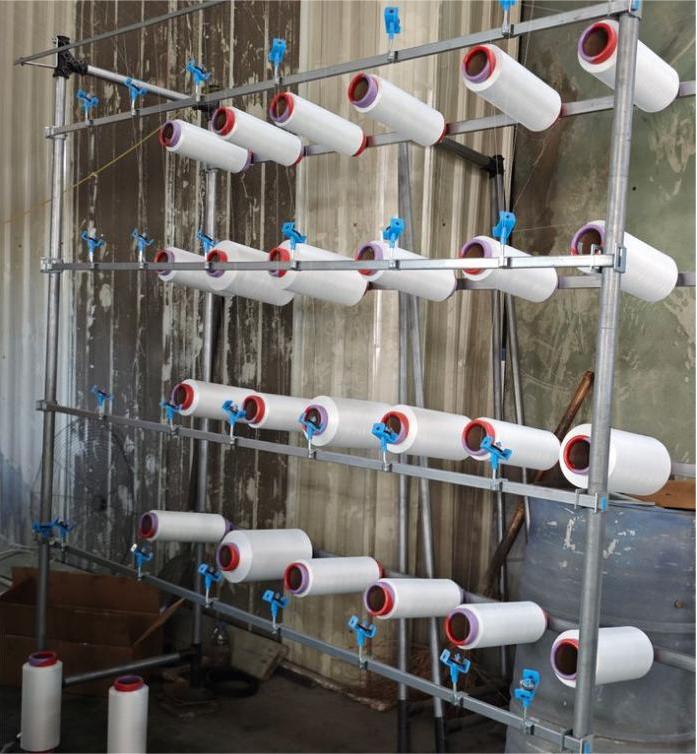
2. असेंबली अनुक्रम (पेटेंट-आधारित सेटअप उदाहरण)
1. यार्न स्पूल बीम (12) को सपोर्ट फ्रेम (11) में डालें, फिर कनेक्टर रॉड (4) के साथ सुरक्षित करें।
2. ऊपरी सूत की छड़ों (3) को इस प्रकार लगाएँ कि घुमावदार सतह ऊपर की ओर हो। सूत के हुकों (31) को स्पूलों की संख्या से लगभग 1.2 गुना दूरी पर, समान रूप से वितरित रखें।
3. गाइड यार्न बीम (21) स्थापित करें। यार्न गाइड (211) को बुनाई मशीन पर यार्न फीडर की संख्या के अनुसार अंतराल पर सेट करें।
4. यार्न डिस्क (2114) को इस प्रकार घुमाएँ कि यार्न ग्रूव (21141) फीडर के मुँह के साथ संरेखित हो जाए। सुनिश्चित करें कि घूर्णन शाफ्ट (2113) स्वतंत्र रूप से घूम रहा है।
3. तेज़ अंशांकन
• स्ट्रिंग-क्रॉस विधि का प्रयोग करें: बुनाई मशीन के केंद्र से यार्न स्टैंड के चारों कोनों तक एक क्रॉसलाइन खींचें। ≤ 2 मिमी का दूरी विचलन स्वीकार्य है।
• अवांछित हलचल की जांच के लिए यार्न स्टैण्ड को थोड़ा हिलाएं - यदि स्थिर है, तो यह यार्न लोड करने के लिए तैयार है।

मैं।यार्न पथ सेटअप (थ्रेडिंग और फीडिंग संरेखण)
1. मानक थ्रेडिंग लेआउट
धागा इस प्रकार यात्रा करता है:
यार्न कोन → टेंशनर → यार्न हुक / सिरेमिक आई → यार्न ब्रेक डिटेक्टर → यार्न गाइड → यार्न फीडरगोलाकार बुनाई मशीन.
• तनाव से होने वाली क्षति से बचने के लिए धागे को 30-45 डिग्री के लपेट कोण के साथ गुजारना चाहिए।
• एक ही स्तर पर स्थित टेंशनर्स एक दूसरे के साथ ±2 मिमी के भीतर समतल होने चाहिए।
2. यार्न के प्रकार के अनुसार तनाव समायोजन
• कॉटन/पॉलिएस्टर: 3–5 cN; तनाव प्लेट अंतराल ~2 मिमी.
• स्पैन्डेक्स (इलास्टेन): 0.5-1.5 cN; इसमें एंटी-एंटैंगलिंग रॉड शामिल हैं।
• फिलामेंट यार्न: 2-4 cN; स्थैतिक को कम करने के लिए सिरेमिक यार्न हुक का उपयोग करें।
3. पेटेंट-संचालित संवर्द्धन (CN208038689U)
• ऊपरी और निचली सेटिंग छड़ें (1211/1213) ऊर्ध्वाधर छड़ों के साथ 10-15 डिग्री का न्यून कोण बनाती हैं, जिससे यार्न शंकु के गुरुत्वाकर्षण केंद्र को अंदर की ओर खींचा जाता है, जिससे धागा आसानी से खुल जाता है।
• दोहरा पृथक्करण प्रदान करने के लिए यार्न गाइड में प्रवेश करने से पहले प्रत्येक यार्न को यार्न हुक (31) के माध्यम से डालें - इससे उलझने का जोखिम 30% से अधिक कम हो जाता है।
III. ऑन-साइट डिबगिंग चेकलिस्ट
| वस्तु | लक्ष्य मानक | आवश्यक उपकरण
| यार्न स्टैंड ऊर्ध्वाधरता | ≤ 0.5 मिमी/मी | परिशुद्धता स्तर
| यार्न गाइड संरेखण | ≤ 0.2 मिमी विचलन | फीलर गेज
| तनाव स्थिरता | फीडरों के बीच ±0.5 cN | डिजिटल तनाव मीटर
| ड्राई रन (5 मिनट) | धागा टूटना/कंपन नहीं | दृश्य निरीक्षण
IV. सामान्य समस्याएँ और त्वरित समाधान
| समस्या | संभावित कारण | समाधान
| बार-बार टूटना | क्षतिग्रस्त यार्न हुक या उच्च तनाव | सिरेमिक बदलें, तनाव कम करें
| धागा उलझना | शंकु का झुकाव बहुत अधिक तीव्र है या गाइड बहुत दूर है | कोण कम करें, गाइड-टू-फीडर पैट को छोटा करें
| तनाव बेमेल | असमान शंकु ऊंचाई | शंकु स्टैंड ऊंचाई को पुनः संरेखित करें
निष्कर्ष
इस सेटअप गाइड का पालन करके, आप यार्न स्टैंड इंस्टॉलेशन और यार्न पथ कॉन्फ़िगरेशन को 30 मिनट से कम समय में पूरा कर सकते हैं - जिससे आपकागोलाकार बुनाई मशीनसुचारू रूप से, कुशलतापूर्वक और न्यूनतम डाउनटाइम के साथ चलने के लिए। आधुनिक कपड़ा निर्माण कार्यों में उच्च-गुणवत्ता वाले कपड़े के उत्पादन और बुनाई मशीन के सर्वोत्तम प्रदर्शन के लिए उचित यार्न फीडिंग आवश्यक है।
पोस्ट करने का समय: जुलाई-24-2025