
આઈ.યાર્ન સ્ટેન્ડ ઇન્સ્ટોલેશન (ક્રીલ અને યાર્ન કેરિયર સિસ્ટમ)

૧. પોઝિશનિંગ અને એન્કરિંગ
• યાર્ન સ્ટેન્ડને ગોળાકાર ગૂંથણકામ મશીનથી 0.8-1.2 મીટર દૂર મૂકો.(https://www.eastinoknittingmachine.com/products/), ઓછામાં ઓછા 600 મીમી ઓપરેટર ક્લિયરન્સ સુનિશ્ચિત કરવું.
• ઊભી સળિયાઓમાં લંબ વિચલન ≤ 0.5 mm/m હોય તેની ખાતરી કરવા માટે ચોકસાઇ સ્તરનો ઉપયોગ કરો. જો જરૂરી હોય તો સપોર્ટ ફીટ અથવા વાઇબ્રેશન આઇસોલેટરને સમાયોજિત કરો.
• ફ્રેમના વાર્પિંગને રોકવા માટે બેઝ બોલ્ટને ત્રાંસા રીતે કડક કરવા માટે ટોર્ક રેન્ચનો ઉપયોગ કરો.
2. એસેમ્બલી સિક્વન્સ (પેટન્ટ-આધારિત સેટઅપ ઉદાહરણ)
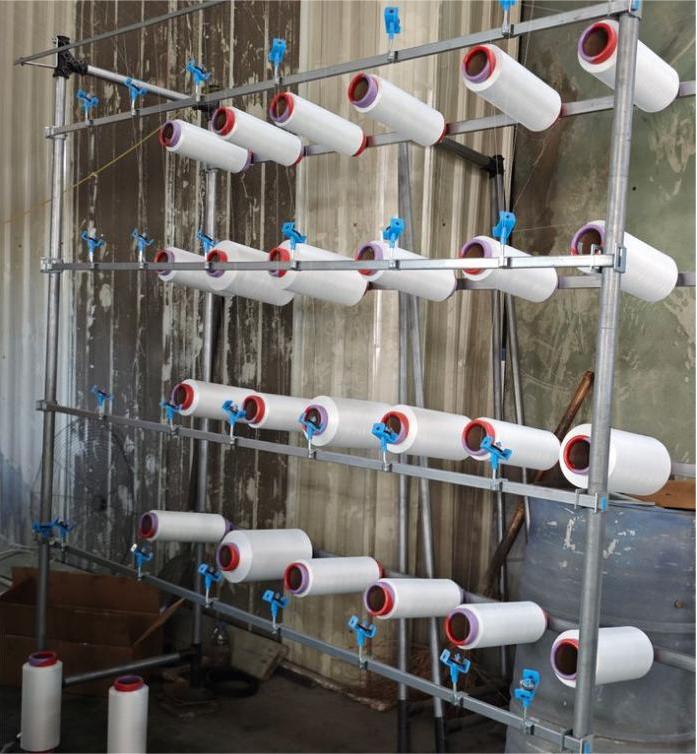
1. યાર્ન સ્પૂલ બીમ (12) ને સપોર્ટ ફ્રેમ (11) માં દાખલ કરો, પછી કનેક્ટર સળિયા (4) વડે સુરક્ષિત કરો.
2. ઉપરના યાર્ન સળિયા (3) ને વક્ર સપાટી ઉપરની તરફ રાખીને માઉન્ટ કરો. સ્પૂલની સંખ્યાના આશરે 1.2x જેટલા સ્પૂલના હુક્સ (31) ને સમાન રીતે વિતરિત કરો.
3. ગાઇડ યાર્ન બીમ (21) ઇન્સ્ટોલ કરો. ગૂંથણકામ મશીન પર યાર્ન ફીડરની સંખ્યા સાથે મેળ ખાતા અંતર સાથે યાર્ન ગાઇડ્સ (211) સેટ કરો.
4. યાર્ન ડિસ્ક (2114) ને ફેરવો જેથી યાર્ન ગ્રુવ (21141) ફીડર માઉથ સાથે સંરેખિત થાય. ફરતી શાફ્ટ (2113) મુક્તપણે ફરે તેની ખાતરી કરો.
3. ઝડપી માપાંકન
• સ્ટ્રિંગ-ક્રોસ પદ્ધતિનો ઉપયોગ કરો: ગૂંથણકામ મશીનના કેન્દ્રથી યાર્ન સ્ટેન્ડના ચાર ખૂણા સુધી એક ક્રોસલાઇન ખેંચો. ≤ 2 મીમીનું અંતર વિચલન સ્વીકાર્ય છે.
• અનિચ્છનીય હલનચલન તપાસવા માટે યાર્ન સ્ટેન્ડને સહેજ હલાવો - જો સ્થિર હોય, તો તે યાર્ન લોડ કરવા માટે તૈયાર છે.

આઈ.યાર્ન પાથ સેટઅપ (થ્રેડીંગ અને ફીડિંગ એલાઈનમેન્ટ)
1. માનક થ્રેડીંગ લેઆઉટ
યાર્ન નીચે મુજબ ફરે છે:
યાર્ન કોન → ટેન્શનર → યાર્ન હૂક / સિરામિક આઇ → યાર્ન બ્રેક ડિટેક્ટર → યાર્ન માર્ગદર્શિકા → યાર્ન ફીડરગોળાકાર વણાટ મશીન.
• તાણથી થતા નુકસાનને ટાળવા માટે યાર્ન 30-45°ના રેપ એંગલ સાથે પસાર થવું જોઈએ.
• એક જ સ્તર પરના ટેન્શનર્સ એકબીજા સાથે સમાન સ્તરે, ±2 મીમીની અંદર હોવા જોઈએ.
2. યાર્નના પ્રકાર દ્વારા ટેન્શન એડજસ્ટમેન્ટ
• કપાસ/પોલિએસ્ટર: 3–5 cN; ટેન્શન પ્લેટ ગેપ ~2 મીમી.
• સ્પાન્ડેક્સ (ઇલાસ્ટેન): 0.5–1.5 cN; એન્ટી-એન્ટેંગલિંગ સળિયાનો સમાવેશ થાય છે.
• ફિલામેન્ટ યાર્ન: 2-4 cN; સ્થિરતા ઘટાડવા માટે સિરામિક યાર્ન હુક્સનો ઉપયોગ કરો.
૩. પેટન્ટ-સંચાલિત ઉન્નત્તિકરણો (CN208038689U)
• ઉપલા અને નીચલા સેટિંગ સળિયા (૧૨૧૧/૧૨૧૩) ઊભી સળિયા સાથે ૧૦-૧૫° તીવ્ર ખૂણો બનાવે છે, જે યાર્ન શંકુના ગુરુત્વાકર્ષણ કેન્દ્રને અંદરની તરફ ખેંચે છે જેથી તેને સરળતાથી ખોલી શકાય.
• યાર્ન ગાઇડમાં પ્રવેશતા પહેલા દરેક યાર્નને યાર્ન હૂક (31) દ્વારા ફીડ કરો જેથી ડબલ સેપરેશન મળે - આ ગૂંચવણનું જોખમ 30% થી વધુ ઘટાડે છે.
III. ઓન-સાઇટ ડીબગીંગ ચેકલિસ્ટ
| વસ્તુ | લક્ષ્ય ધોરણ | જરૂરી સાધનો
| યાર્ન સ્ટેન્ડ ઊભીતા | ≤ 0.5 મીમી/મી | ચોકસાઇ સ્તર
| યાર્ન માર્ગદર્શિકા ગોઠવણી | ≤ 0.2 મીમી વિચલન | ફીલર ગેજ
| ટેન્શન સુસંગતતા | ફીડર વચ્ચે ±0.5 cN | ડિજિટલ ટેન્શન મીટર
| ડ્રાય રન (5 મિનિટ) | યાર્ન બ્રેક / વાઇબ્રેશન નહીં | વિઝ્યુઅલ નિરીક્ષણ
IV. સામાન્ય સમસ્યાઓ અને ઝડપી સુધારાઓ
| સમસ્યા | સંભવિત કારણ | ઉકેલ
| વારંવાર તૂટવું | ક્ષતિગ્રસ્ત યાર્ન હૂક અથવા ઉચ્ચ તાણ | સિરામિક્સ બદલો, તાણ ઘટાડો
| યાર્ન ગૂંચવણ | શંકુ ખૂબ ઢાળવાળો નમેલો છે અથવા ખૂબ દૂર સુધી માર્ગદર્શન આપે છે | કોણ ઘટાડો, માર્ગદર્શિકા-થી-ફીડર પેટ ટૂંકાવો
| ટેન્શન મિસમેચ | અસમાન શંકુ ઊંચાઈ | શંકુ સ્ટેન્ડ ઊંચાઈને ફરીથી ગોઠવો
નિષ્કર્ષ
આ સેટઅપ માર્ગદર્શિકાને અનુસરીને, તમે 30 મિનિટથી ઓછા સમયમાં યાર્ન સ્ટેન્ડ ઇન્સ્ટોલેશન અને યાર્ન પાથ ગોઠવણી પૂર્ણ કરી શકો છો - તમારાગોળાકાર વણાટ મશીનસરળ, કાર્યક્ષમ અને ન્યૂનતમ ડાઉનટાઇમ સાથે ચલાવવા માટે. આધુનિક કાપડ કામગીરીમાં ઉચ્ચ-ગુણવત્તાવાળા ફેબ્રિક આઉટપુટ અને શ્રેષ્ઠ ગૂંથણકામ મશીન પ્રદર્શન માટે યોગ્ય યાર્ન ફીડિંગ પાયો છે.
પોસ્ટ સમય: જુલાઈ-24-2025