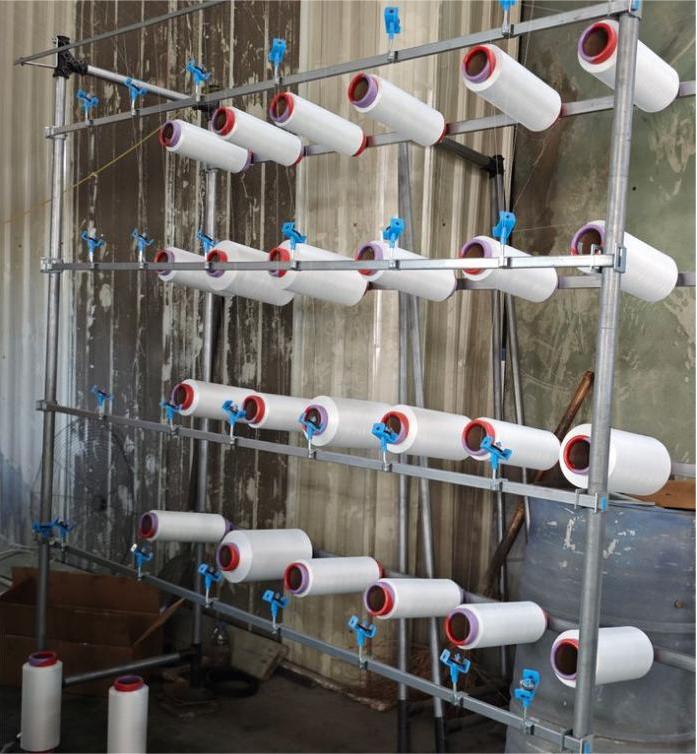

Аз.Монтаж на стойка за прежда (система за кошница и носач на прежда)

1. Позициониране и закотвяне
• Поставете стойката за прежда на 0,8–1,2 метра от кръглата плетачна машина(https://www.eastinoknittingmachine.com/products/), като се осигури поне 600 мм свободно пространство за оператора.
• Използвайте прецизен нивелир, за да се уверите, че вертикалните пръти имат отклонение от перпендикулярност ≤ 0,5 мм/м. Регулирайте опорните крачета или виброизолаторите, ако е необходимо.
• Използвайте динамометричен ключ, за да затегнете диагонално болтовете на основата, за да предотвратите изкривяване на рамката.
2. Последователност на сглобяване (Пример за настройка, базирана на патент)
1. Поставете носача за макара с прежда (12) в носещата рамка (11), след което го закрепете със свързващите пръти (4).
2. Монтирайте горните пръти за прежда (3) с извитата повърхност нагоре. Разпределете равномерно куките за прежда (31) на разстояние приблизително 1,2 пъти броя на макарите.
3. Монтирайте направляващата греда за прежда (21). Разстоянието между водачите за прежда (211) съответства на броя на подаващите устройства за прежда на плетачната машина.
4. Завъртете диска за прежда (2114), така че жлебът за прежда (21141) да се подравни с отвора на подаващото устройство. Уверете се, че въртящият се вал (2113) се върти свободно.
3. Бързо калибриране
• Използвайте метода на кръстосване на конеца: опънете напречен конец от центъра на плетачната машина до четирите ъгъла на стойката за прежда. Допустимо е отклонение от разстоянието ≤ 2 мм.
• Разклатете леко стойката за прежда, за да проверите за нежелано движение – ако е стабилна, тя е готова за зареждане с прежда.

Аз.Настройка на пътя на преждата (подравняване на вдяване и подаване)
1. Стандартно оформление на резбите
Преждата се движи, както следва:
Конус за прежда → Обтегач → Кука за прежда / керамично ухо → Детектор за скъсване на преждата → Водач за прежда → Подаващото устройство за прежда накръгла плетачна машина.
• Преждата трябва да преминава с ъгъл на навиване от 30–45°, за да се избегне повреда от напрежение.
• Обтегачите на едно и също ниво трябва да са на едно ниво, с отклонение от ±2 мм.
2. Регулиране на опъването според вида на преждата
• Памук/Полиестер: 3–5 cN; разстояние между опъващите пластини ~2 мм.
• Спандекс (еластан): 0,5–1,5 cN; включва пръчки против заплитане.
• Филаментна прежда: 2–4 cN; използвайте керамични куки за прежда, за да намалите статичното електричество.
3. Подобрения, основани на патент (CN208038689U)
• Горните и долните фиксиращи пръти (1211/1213) образуват остър ъгъл от 10–15° с вертикалните пръти, като издърпват центъра на тежестта на конуса на преждата навътре за по-плавно развиване.
• Прекарайте всяка прежда през кука за прежда (31), преди да влезе във водача за прежда, за да осигурите двойно разделяне – това намалява риска от заплитане с над 30%.
III. Контролен списък за отстраняване на грешки на място
| Артикул | Целеви стандарт | Необходими инструменти
| Вертикалност на стойката на преждата | ≤ 0,5 мм/м | Ниво на прецизност
| Подравняване на водача на преждата | Отклонение ≤ 0,2 мм | Шурупомер
| Константа на опъване | ±0,5 cN между подаващите устройства | Цифров измервател на опъване
| Сух пуск (5 мин.) | Без скъсване на преждата / вибрации | Визуална проверка
IV. Често срещани проблеми и бързи решения
| Проблем | Вероятна причина | Решение
| Чести скъсвания | Повредена кука за прежда или високо напрежение | Сменете керамиката, намалете напрежението
| Заплитане на преждата | Наклонът на конуса е твърде стръмен или водачите са твърде далеч | Намалете ъгъла, скъсете разстоянието между водача и подаващото устройство
| Несъответствие в опъването | Неравномерна височина на конуса | Пренастройте височината на стойката на конуса
Заключение
Като следвате това ръководство за настройка, можете да завършите инсталирането на стойката за прежда и конфигурирането на пътя на преждата за по-малко от 30 минути, което ще ви позволикръгла плетачна машинада работи гладко, ефективно и с минимизирано време на престой. Правилното подаване на преждата е от основно значение за висококачествената продукция на тъкани и оптималната производителност на плетачните машини в съвременните текстилни операции.
Време на публикуване: 24 юли 2025 г.