
ບົດນຳ
ຈົນເຖິງປະຈຸບັນ,ການຖັກແສ່ວວົງມົນເຄື່ອງຈັກໄດ້ຖືກອອກແບບ ແລະ ຜະລິດສຳລັບການຜະລິດຜ້າຖັກເປັນຈຳນວນຫຼວງຫຼາຍ. ຄຸນສົມບັດພິເສດຂອງຜ້າຖັກ, ໂດຍສະເພາະແມ່ນຜ້າທີ່ດີທີ່ຜະລິດໂດຍຂະບວນການຖັກເປັນວົງມົນ, ເຮັດໃຫ້ຜ້າປະເພດເຫຼົ່ານີ້ເໝາະສົມສຳລັບການນຳໃຊ້ໃນເຄື່ອງນຸ່ງຫົ່ມ, ແຜ່ນແພອຸດສາຫະກຳ, ເຄື່ອງນຸ່ງຫົ່ມທາງການແພດ ແລະ ການຜ່າຕັດກະດູກ,ຜ້າແພລົດຍົນ, ຖົງຕີນ, ຜ້າທໍ geotextiles, ແລະອື່ນໆ. ຂົງເຂດທີ່ສຳຄັນທີ່ສຸດສຳລັບການສົນທະນາໃນເຕັກໂນໂລຊີການຖັກແບບວົງມົນແມ່ນການເພີ່ມປະສິດທິພາບການຜະລິດ ແລະ ການປັບປຸງຄຸນນະພາບຂອງຜ້າ ເຊັ່ນດຽວກັນກັບແນວໂນ້ມໃໝ່ໃນເຄື່ອງນຸ່ງຫົ່ມທີ່ມີຄຸນນະພາບ, ການນຳໃຊ້ທາງການແພດ, ເຄື່ອງນຸ່ງເອເລັກໂຕຣນິກ, ຜ້າທີ່ດີ, ແລະອື່ນໆ. ບໍລິສັດຜະລິດທີ່ມີຊື່ສຽງໄດ້ດຳເນີນການພັດທະນາເຄື່ອງຈັກຖັກແບບວົງມົນເພື່ອຂະຫຍາຍໄປສູ່ຕະຫຼາດໃໝ່. ຜູ້ຊ່ຽວຊານດ້ານສິ່ງທໍໃນອຸດສາຫະກຳຖັກຄວນຮູ້ວ່າຜ້າທໍ່ ແລະ ຜ້າທີ່ບໍ່ມີຮອຍຕໍ່ແມ່ນເໝາະສົມຫຼາຍສຳລັບການນຳໃຊ້ຕ່າງໆບໍ່ພຽງແຕ່ໃນສິ່ງທໍເທົ່ານັ້ນ ແຕ່ຍັງໃນດ້ານການແພດ, ເອເລັກໂຕຣນິກ, ກະສິກຳ, ພົນລະເຮືອນ ແລະ ຂົງເຂດອື່ນໆ.
ຫຼັກການ ແລະ ການຈັດປະເພດຂອງເຄື່ອງຈັກຖັກຮູບວົງມົນ
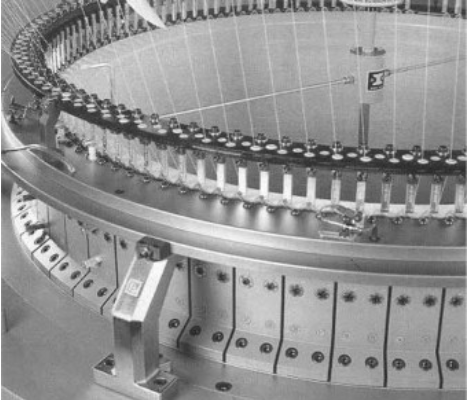
ມີເຄື່ອງຖັກຮູບວົງມົນຫຼາຍຊະນິດທີ່ຜະລິດຜ້າທໍ່ຍາວທີ່ຜະລິດສໍາລັບການນໍາໃຊ້ສະເພາະ.ເຄື່ອງຖັກແສ່ວຮູບວົງມົນ jersey ດຽວມີເຂັມ 'ກະບອກ' ດຽວທີ່ຜະລິດຜ້າທຳມະດາ, ເສັ້ນຜ່າສູນກາງປະມານ 30 ນິ້ວ. ການຜະລິດຂົນແກະເຄື່ອງຖັກແສ່ວຮູບວົງມົນ jersey ດຽວມັກຈະຖືກຈຳກັດຢູ່ທີ່ 20 gauge ຫຼື ຫຍາບກວ່າ, ຍ້ອນວ່າ gauge ເຫຼົ່ານີ້ສາມາດໃຊ້ເສັ້ນດ້າຍຂົນແກະສອງເທົ່າ. ລະບົບກະບອກຂອງເຄື່ອງຖັກທໍ່ດຽວ jersey ໄດ້ສະແດງໃຫ້ເຫັນໃນຮູບທີ 3.1. ລັກສະນະທີ່ມີລັກສະນະໂດຍທຳມະຊາດອີກອັນໜຶ່ງຂອງຜ້າຂົນແກະ jersey ດຽວແມ່ນວ່າຂອບຜ້າມັກຈະງໍເຂົ້າດ້ານໃນ. ນີ້ບໍ່ແມ່ນບັນຫາໃນຂະນະທີ່ຜ້າຢູ່ໃນຮູບແບບທໍ່ ແຕ່ເມື່ອຕັດເປີດແລ້ວສາມາດສ້າງຄວາມຫຍຸ້ງຍາກໄດ້ຖ້າຜ້າບໍ່ໄດ້ຖືກເຮັດສຳເລັດຢ່າງຖືກຕ້ອງ. ເຄື່ອງຖັກ Terry loop ແມ່ນພື້ນຖານສຳລັບຜ້າຂົນແກະທີ່ຜະລິດໂດຍການຖັກສອງເສັ້ນດ້າຍເຂົ້າໄປໃນຕາດຽວກັນ, ເສັ້ນດ້າຍດິນອັນໜຶ່ງ ແລະ ເສັ້ນດ້າຍວົງໜຶ່ງ. ວົງທີ່ຍື່ນອອກມາເຫຼົ່ານີ້ຈະຖືກແປງ ຫຼື ຍົກຂຶ້ນໃນລະຫວ່າງການສຳເລັດຮູບ, ສ້າງເປັນຜ້າຂົນແກະ. ເຄື່ອງຖັກແບບ Sliver ແມ່ນເຄື່ອງຖັກທໍ່ຜ້າ jersey ດຽວທີ່ຖືກດັດແປງເພື່ອດັກເອົາເສັ້ນດ້າຍຂອງເສັ້ນໃຍທີ່ໝັ້ນຄົງr ເຂົ້າໄປໃນໂຄງສ້າງຖັກ.
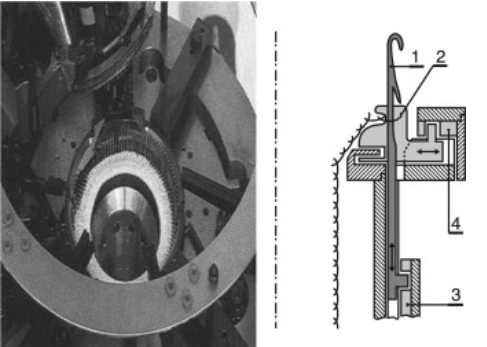
ເຄື່ອງຖັກເສື້ອຄູ່(ຮູບທີ 3.2) ແມ່ນເຄື່ອງຖັກແບບເສື້ອດ່ຽວທີ່ມີ 'ໜ້າປັດ' ເຊິ່ງບັນຈຸເຂັມພິເສດທີ່ວາງໄວ້ຕາມແນວນອນຕິດກັບເຂັມຮູບຊົງກະບອກຕັ້ງ. ເຂັມພິເສດຊຸດນີ້ຊ່ວຍໃຫ້ສາມາດຜະລິດຜ້າທີ່ໜາເປັນສອງເທົ່າຂອງຜ້າເສື້ອດ່ຽວ. ຕົວຢ່າງທົ່ວໄປປະກອບມີໂຄງສ້າງແບບ interlock ສຳລັບຊຸດຊັ້ນໃນ/ຊັ້ນພື້ນຖານ ແລະ ຜ້າ rib 1 × 1 ສຳລັບຜະລິດຕະພັນເສື້ອຍືດ ແລະ ເສື້ອຜ້າຊັ້ນນອກ. ສາມາດໃຊ້ເສັ້ນດ້າຍທີ່ລະອຽດກວ່າໄດ້ຫຼາຍ, ຍ້ອນວ່າເສັ້ນດ້າຍດ່ຽວບໍ່ເປັນບັນຫາສຳລັບຜ້າຖັກແບບເສື້ອຄູ່.
ພາລາມິເຕີທາງເທັກນິກແມ່ນພື້ນຖານຂອງການຈັດປະເພດຂອງເຄື່ອງຖັກແສ່ວວົງມົນ lycra jersey. ເຄື່ອງວັດແມ່ນໄລຍະຫ່າງຂອງເຂັມ, ແລະໝາຍເຖິງຈຳນວນເຂັມຕໍ່ນິ້ວ. ຫົວໜ່ວຍວັດແທກນີ້ຖືກສະແດງດ້ວຍຕົວພິມໃຫຍ່ E.
ເຄື່ອງຖັກແສ່ວວົງກົມ Jersey ທີ່ມີໃຫ້ຊື້ຈາກຜູ້ຜະລິດທີ່ແຕກຕ່າງກັນໃນປະຈຸບັນແມ່ນມີໃຫ້ເລືອກຫຼາກຫຼາຍຂະໜາດ. ຕົວຢ່າງ, ເຄື່ອງຖັກແບບຮາບພຽງມີໃຫ້ເລືອກໃນຂະໜາດຕັ້ງແຕ່ E3 ຫາ E18, ແລະ ເຄື່ອງຖັກແສ່ວວົງກົມເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່ຕັ້ງແຕ່ E4 ຫາ E36. ຂະໜາດເຄື່ອງຖັກແສ່ວຫຼາກຫຼາຍຊະນິດຕອບສະໜອງຄວາມຕ້ອງການຖັກແສ່ວທັງໝົດ. ແນ່ນອນ, ຮຸ່ນທີ່ພົບເລື້ອຍທີ່ສຸດແມ່ນຮຸ່ນທີ່ມີຂະໜາດກາງ.
ພາລາມິເຕີນີ້ອະທິບາຍຂະໜາດຂອງພື້ນທີ່ເຮັດວຽກ. ໃນເຄື່ອງຖັກວົງມົນ Jersey, ຄວາມກວ້າງແມ່ນຄວາມຍາວປະຕິບັດການຂອງຕຽງທີ່ວັດແທກຈາກຮ່ອງທຳອິດຫາຮ່ອງສຸດທ້າຍ, ແລະໂດຍປົກກະຕິແລ້ວຈະສະແດງເປັນຊັງຕີແມັດ. ໃນເຄື່ອງຖັກວົງມົນ Lycra Jersey, ຄວາມກວ້າງແມ່ນເສັ້ນຜ່າສູນກາງຂອງຕຽງທີ່ວັດແທກເປັນນິ້ວ. ເສັ້ນຜ່າສູນກາງຖືກວັດແທກໃສ່ເຂັມສອງເຂັມທີ່ກົງກັນຂ້າມ. ເຄື່ອງຖັກວົງມົນເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່ສາມາດມີຄວາມກວ້າງ 60 ນິ້ວ; ແນວໃດກໍ່ຕາມ, ຄວາມກວ້າງທີ່ພົບເລື້ອຍທີ່ສຸດແມ່ນ 30 ນິ້ວ. ເຄື່ອງຖັກວົງມົນເສັ້ນຜ່າສູນກາງຂະໜາດກາງມີຄວາມກວ້າງປະມານ 15 ນິ້ວ, ແລະຮຸ່ນເສັ້ນຜ່າສູນກາງຂະໜາດນ້ອຍມີຄວາມກວ້າງປະມານ 3 ນິ້ວ.
ໃນເຕັກໂນໂລຊີເຄື່ອງຈັກຖັກ, ລະບົບພື້ນຖານແມ່ນຊຸດຂອງອົງປະກອບກົນຈັກທີ່ເຄື່ອນຍ້າຍເຂັມ ແລະ ຊ່ວຍໃຫ້ການສ້າງວົງ. ອັດຕາຜົນຜະລິດຂອງເຄື່ອງຈັກແມ່ນຖືກກຳນົດໂດຍຈຳນວນລະບົບທີ່ມັນລວມເຂົ້າ, ຍ້ອນວ່າແຕ່ລະລະບົບສອດຄ່ອງກັບການເຄື່ອນໄຫວຍົກ ຫຼື ຫຼຸດຂອງເຂັມ, ແລະ ດັ່ງນັ້ນ, ສອດຄ່ອງກັບການສ້າງແນວທາງ.
ການເຄື່ອນໄຫວຂອງລະບົບເອີ້ນວ່າ ແຄມ ຫຼື ຮູບສາມຫຼ່ຽມ (ຍົກ ຫຼື ຫຼຸດລົງຕາມການເຄື່ອນໄຫວທີ່ເກີດຂຶ້ນຂອງເຂັມ). ລະບົບຂອງເຄື່ອງຈັກຕຽງຮາບພຽງແມ່ນຖືກຈັດລຽງຢູ່ເທິງອົງປະກອບຂອງເຄື່ອງຈັກທີ່ເອີ້ນວ່າ ກະຕ່າ. ກະຕ່າເລື່ອນໄປໜ້າ ແລະ ຫຼັງເທິງກະຕ່າໃນການເຄື່ອນໄຫວແບບກັບຄືນ. ຮຸ່ນເຄື່ອງຈັກທີ່ມີຢູ່ໃນຕະຫຼາດໃນປະຈຸບັນມີລະບົບລະຫວ່າງໜຶ່ງຫາແປດລະບົບທີ່ແຈກຢາຍ ແລະ ລວມກັນໃນຫຼາຍວິທີ (ຈຳນວນກະຕ່າ ແລະ ຈຳນວນລະບົບຕໍ່ກະຕ່າ).
ເຄື່ອງຖັກແບບວົງມົນໝຸນໄປໃນທິດທາງດຽວ, ແລະລະບົບຕ່າງໆຈະຖືກແຈກຢາຍຕາມເສັ້ນຮອບວົງຂອງຕຽງ. ໂດຍການເພີ່ມເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງຈັກ, ມັນຈຶ່ງເປັນໄປໄດ້ທີ່ຈະເພີ່ມຈຳນວນຂອງລະບົບ ແລະ ດັ່ງນັ້ນຈຳນວນຂອງຫຼັກສູດທີ່ໃສ່ໃນແຕ່ລະຮອບ.
ໃນປະຈຸບັນ, ເຄື່ອງຖັກວົງມົນຂະໜາດໃຫຍ່ມີຫຼາຍເສັ້ນຜ່າສູນກາງ ແລະ ລະບົບຕໍ່ນິ້ວ. ຕົວຢ່າງ, ການກໍ່ສ້າງງ່າຍໆເຊັ່ນ: ການຖັກແບບ Jersey ສາມາດມີໄດ້ເຖິງ 180 ລະບົບ; ເຖິງຢ່າງໃດກໍ່ຕາມ, ຈຳນວນລະບົບທີ່ລວມຢູ່ໃນເຄື່ອງຖັກວົງມົນຂະໜາດໃຫຍ່ໂດຍປົກກະຕິແລ້ວມີຕັ້ງແຕ່ 42 ຫາ 84 ລະບົບ.
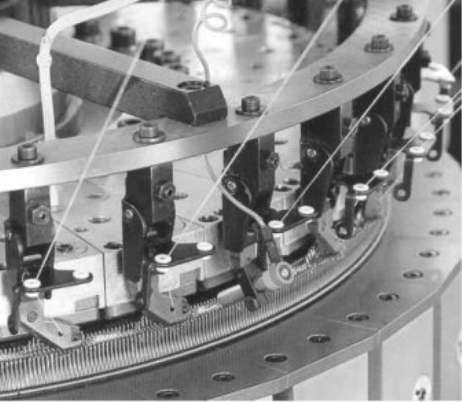
ເສັ້ນດ້າຍທີ່ປ້ອນໄປຫາເຂັມເພື່ອສ້າງເປັນຜ້າຕ້ອງໄດ້ຖືກສົ່ງຕາມເສັ້ນທາງທີ່ກຳນົດໄວ້ລ່ວງໜ້າຈາກຫຼອດດ້າຍໄປຫາບໍລິເວນຖັກ. ການເຄື່ອນໄຫວຕ່າງໆຕາມເສັ້ນທາງນີ້ຈະນຳພາເສັ້ນດ້າຍ (ຕົວນຳເສັ້ນດ້າຍ), ປັບຄວາມຕຶງຂອງເສັ້ນດ້າຍ (ອຸປະກອນຮັດເສັ້ນດ້າຍ), ແລະ ກວດສອບການຂາດຂອງເສັ້ນດ້າຍໃນທີ່ສຸດ.
ເສັ້ນດ້າຍຈະຖືກເອົາລົງມາຈາກຫຼອດທີ່ຈັດລຽງຢູ່ເທິງຕົວຍຶດພິເສດ, ເອີ້ນວ່າ creel (ຖ້າວາງໄວ້ຂ້າງເຄື່ອງ), ຫຼື rack (ຖ້າວາງໄວ້ເທິງມັນ). ຫຼັງຈາກນັ້ນ, ເສັ້ນດ້າຍຈະຖືກນຳເຂົ້າໄປໃນເຂດຖັກຜ່ານຕົວນຳເສັ້ນດ້າຍ, ເຊິ່ງປົກກະຕິແລ້ວແມ່ນແຜ່ນນ້ອຍໆທີ່ມີຮູເຫຼັກສຳລັບຖືເສັ້ນດ້າຍ. ເພື່ອໃຫ້ໄດ້ຮູບແບບສະເພາະເຊັ່ນ: ຜົນກະທົບ intarsia ແລະ vanisé, ເຄື່ອງວົງມົນແຜ່ນແພມີຕົວນຳເສັ້ນດ້າຍພິເສດ.
ເທັກໂນໂລຢີການຖັກແສ່ວຖົງຕີນ
ເປັນເວລາຫຼາຍສັດຕະວັດແລ້ວ, ການຜະລິດຖົງຕີນແມ່ນຄວາມກັງວົນຫຼັກຂອງອຸດສາຫະກໍາຖັກ. ເຄື່ອງຈັກຕົ້ນແບບສໍາລັບການຖັກແບບພັນ, ຮູບວົງມົນ, ຮາບພຽງ ແລະ ແບບເຕັມຮູບແບບໄດ້ຖືກຄິດຄົ້ນຂຶ້ນມາສໍາລັບການຖັກຖົງຕີນ; ຢ່າງໃດກໍຕາມ, ການຜະລິດຖົງຕີນແມ່ນສຸມໃສ່ການນໍາໃຊ້ເຄື່ອງຈັກວົງມົນຂະໜາດນ້ອຍ. ຄໍາວ່າ 'ຖົງຕີນ' ແມ່ນໃຊ້ສໍາລັບເຄື່ອງນຸ່ງທີ່ກວມເອົາສ່ວນລຸ່ມຂອງແຂນຂາ: ຂາ ແລະ ຕີນ. ມີຜະລິດຕະພັນທີ່ດີເຮັດດ້ວຍເສັ້ນດ້າຍຫຼາຍເສັ້ນໃນເຄື່ອງຈັກຖັກທີ່ມີເຂັມ 24 ຫາ 40 ເຂັມຕໍ່ 25.4 ມມ, ເຊັ່ນ: ຖົງຕີນ ແລະ ຖົງຕີນຍາວຂອງຜູ້ຍິງທີ່ມີລວດລາຍລະອຽດ, ແລະ ຜະລິດຕະພັນຫຍາບທີ່ເຮັດດ້ວຍເສັ້ນດ້າຍປັ່ນໃນເຄື່ອງຈັກຖັກທີ່ມີເຂັມ 5 ຫາ 24 ເຂັມຕໍ່ 25.4 ມມ, ເຊັ່ນ: ຖົງຕີນ, ຖົງຕີນຫົວເຂົ່າ ແລະ ຖົງຕີນຍາວຫຍາບ.
ຜ້າທີ່ບໍ່ມີຮອຍຕໍ່ຂະໜາດນ້ອຍຂອງຜູ້ຍິງແມ່ນຖັກດ້ວຍໂຄງສ້າງທຳມະດາໃນເຄື່ອງຈັກຖັກກະບອກດຽວທີ່ມີຮູລະບາຍນ້ຳ. ຖົງຕີນຜູ້ຊາຍ, ຜູ້ຍິງ ແລະ ເດັກນ້ອຍທີ່ມີໂຄງສ້າງເປັນຮູບກະດູກ ຫຼື ຮູບວົງແຫວນແມ່ນຖັກດ້ວຍເຄື່ອງຈັກຖັກກະບອກສອງອັນທີ່ມີສົ້ນຕີນ ແລະ ປາຍຕີນແບບສະຫຼັບກັນ ເຊິ່ງປິດດ້ວຍການເຊື່ອມຕໍ່. ຖົງຕີນຂໍ້ຕີນ ຫຼື ຖົງຕີນຍາວເກີນນ่องສາມາດຜະລິດໄດ້ຕາມສະເປັກຂອງເຄື່ອງຈັກທົ່ວໄປທີ່ມີເສັ້ນຜ່າສູນກາງ 4 ນິ້ວ ແລະ ເຂັມ 168 ອັນ. ປະຈຸບັນ, ຜະລິດຕະພັນຖົງຕີນທີ່ບໍ່ມີຮອຍຕໍ່ສ່ວນໃຫຍ່ແມ່ນຜະລິດໃນເຄື່ອງຈັກຖັກຮູບວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງນ້ອຍ, ສ່ວນຫຼາຍແມ່ນຢູ່ລະຫວ່າງ E3.5 ແລະ E5.0 ຫຼື ໄລຍະຫ່າງຂອງເຂັມລະຫວ່າງ 76.2 ແລະ 147 ມມ.
ຖົງຕີນກິລາ ແລະ ຖົງຕີນທຳມະດາໃນໂຄງສ້າງພື້ນຖານທຳມະດາໃນປະຈຸບັນມັກຈະຖັກດ້ວຍເຄື່ອງຈັກກະບອກດຽວທີ່ມີຕົວດຶງລົງ. ຖົງຕີນກະດູກຂ້າງແບບງ່າຍໆທີ່ເປັນທາງການກວ່າອາດຈະຖືກຖັກດ້ວຍເຄື່ອງຈັກກະບອກ ແລະ ກະດູກຂ້າງຄູ່ ເຊິ່ງເອີ້ນວ່າເຄື່ອງຈັກ 'true-rib'. ຮູບທີ 3.3 ສະແດງລະບົບໜ້າປັດ ແລະ ອົງປະກອບການຖັກຂອງເຄື່ອງຈັກ true-rib.
ເວລາໂພສ: ກຸມພາ-04-2023