
ລະບົບການເກັບຮັກສາ ແລະ ຈັດສົ່ງເສັ້ນດ້າຍໃນເຄື່ອງຖັກແບບວົງມົນ
ລັກສະນະສະເພາະທີ່ມີອິດທິພົນຕໍ່ການສົ່ງເສັ້ນດ້າຍໃນເຄື່ອງຖັກຮູບວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່ແມ່ນຜົນຜະລິດສູງ, ການຖັກຕໍ່ເນື່ອງ ແລະ ເສັ້ນດ້າຍທີ່ປະມວນຜົນພ້ອມໆກັນຈຳນວນຫຼວງຫຼາຍ. ບາງເຄື່ອງເຫຼົ່ານີ້ມີແຖບ (ການແລກປ່ຽນເສັ້ນດ້າຍ), ແຕ່ມີພຽງບໍ່ເທົ່າໃດເຄື່ອງເທົ່ານັ້ນທີ່ສາມາດຖັກແບບຕອບໂຕ້ໄດ້. ເຄື່ອງຖັກແບບຖົງຕີນເສັ້ນຜ່າສູນກາງຂະໜາດນ້ອຍມີລະບົບຖັກເຖິງສີ່ (ຫຼືບາງຄັ້ງແປດ) ລະບົບ (ຕົວປ້ອນ) ແລະ ລັກສະນະທີ່ສຳຄັນແມ່ນການລວມກັນຂອງການເຄື່ອນໄຫວແບບໝູນວຽນ ແລະ ການຕອບໂຕ້ຂອງຕຽງເຂັມ (ຕຽງ). ລະຫວ່າງຈຸດສຸດຍອດເຫຼົ່ານີ້ແມ່ນເຄື່ອງຈັກເສັ້ນຜ່າສູນກາງກາງສຳລັບເຕັກໂນໂລຢີ 'ຮ່າງກາຍ'.
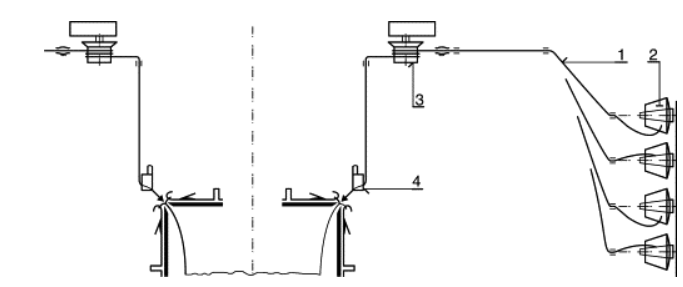
ຮູບທີ 2.1 ສະແດງໃຫ້ເຫັນລະບົບການສະໜອງເສັ້ນດ້າຍແບບງ່າຍດາຍໃນເຄື່ອງຖັກຮູບວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່. ເສັ້ນດ້າຍ (1) ຖືກນຳມາຈາກກະບອກມ້ວນ(2), ຜ່ານຊ່ອງຂ້າງໄປຫາຕົວປ້ອນ (3) ແລະສຸດທ້າຍໄປຫາຕົວນຳເສັ້ນດ້າຍ (4). ໂດຍປົກກະຕິແລ້ວ ຕົວປ້ອນ (3) ຈະມີເຊັນເຊີຢຸດການເຄື່ອນໄຫວສຳລັບການກວດສອບເສັ້ນດ້າຍ.
ເທຄອກຂອງເຄື່ອງຖັກຄວບຄຸມການວາງຊຸດເສັ້ນດ້າຍ (bobbins) ໃນເຄື່ອງຈັກທັງໝົດ. ເຄື່ອງຈັກວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດໃຫຍ່ທີ່ທັນສະໄໝໃຊ້ແຖບຂ້າງແຍກຕ່າງຫາກ, ເຊິ່ງສາມາດບັນຈຸຊຸດເສັ້ນດ້າຍຈຳນວນຫຼວງຫຼາຍໃນແນວຕັ້ງ. ການສະແດງພື້ນຂອງແຖບເຫຼົ່ານີ້ອາດຈະແຕກຕ່າງກັນ (ຮູບສີ່ຫຼ່ຽມ, ຮູບວົງມົນ, ແລະອື່ນໆ). ຖ້າມີໄລຍະຫ່າງຍາວລະຫວ່າງກະບອກແລະ ຄູ່ມືເສັ້ນດ້າຍ, ເສັ້ນດ້າຍອາດຈະຖືກເກຍເຂົ້າໄປໃນທໍ່ດ້ວຍລະບົບນິວເມຕິກ. ການອອກແບບແບບໂມດູນຊ່ວຍໃຫ້ສາມາດປ່ຽນຈຳນວນຂອງກະບອກໄດ້ຕາມຄວາມຕ້ອງການ. ເຄື່ອງຖັກວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະໜາດນ້ອຍທີ່ມີລະບົບແຄມຈຳນວນໜ້ອຍກວ່າໃຊ້ຄ້ອນຂ້າງ ຫຼື ຄ້ອນທີ່ອອກແບບມາເປັນສ່ວນໜຶ່ງຂອງເຄື່ອງ.
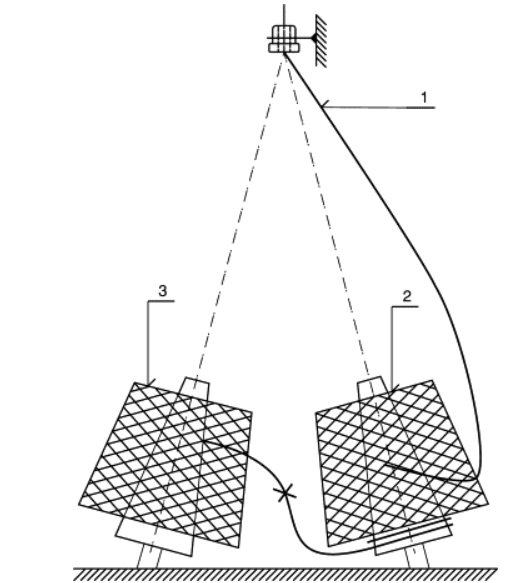
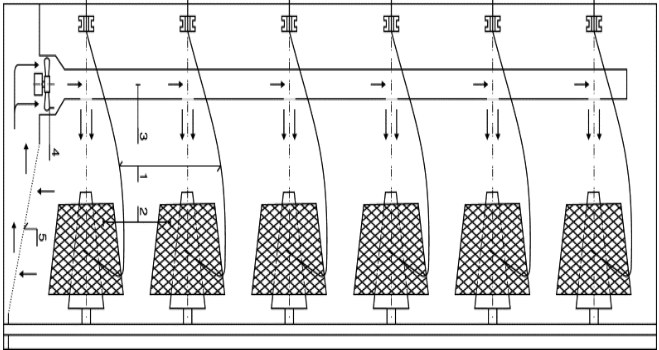
ແກນທີ່ທັນສະໄໝເຮັດໃຫ້ສາມາດໃຊ້ກະບອກສອງຊັ້ນໄດ້. ເຂັມກະບອກແຕ່ລະຄູ່ຈະຢູ່ໃຈກາງຂອງຕາດດ້າຍອັນໜຶ່ງ (ຮູບທີ 2.2). ເສັ້ນດ້າຍຂອງກະບອກໃໝ່ (3) ອາດຈະເຊື່ອມຕໍ່ກັບປາຍຂອງເສັ້ນດ້າຍເກົ່າ (1) ເທິງກະບອກ (2) ໂດຍບໍ່ຕ້ອງຢຸດເຄື່ອງຈັກ. ບາງແກນມີລະບົບສຳລັບເປົ່າຝຸ່ນອອກ (ກະບອກພັດລົມ), ຫຼື ມີການໄຫຼວຽນຂອງອາກາດ ແລະ ການກັ່ນຕອງ (ກະບອກກອງ). ຕົວຢ່າງໃນຮູບທີ 2.3 ສະແດງໃຫ້ເຫັນກະບອກ (2) ໃນຫົກແຖວ, ປິດໃນກ່ອງທີ່ມີການໄຫຼວຽນຂອງອາກາດພາຍໃນ, ສະໜອງໂດຍພັດລົມ (4) ແລະ ທໍ່ (3). ຕົວກອງ (5) ກຳຈັດຝຸ່ນອອກຈາກອາກາດ. ແກນສາມາດມີເຄື່ອງປັບອາກາດໄດ້. ເມື່ອເຄື່ອງຈັກບໍ່ມີແຖບ, ສິ່ງນີ້ສາມາດຖືກສະໜອງໂດຍການແລກປ່ຽນເສັ້ນດ້າຍເທິງກະບອກ; ບາງລະບົບຊ່ວຍໃຫ້ສາມາດວາງປົມໃນພື້ນທີ່ທີ່ດີທີ່ສຸດຂອງຜ້າ.
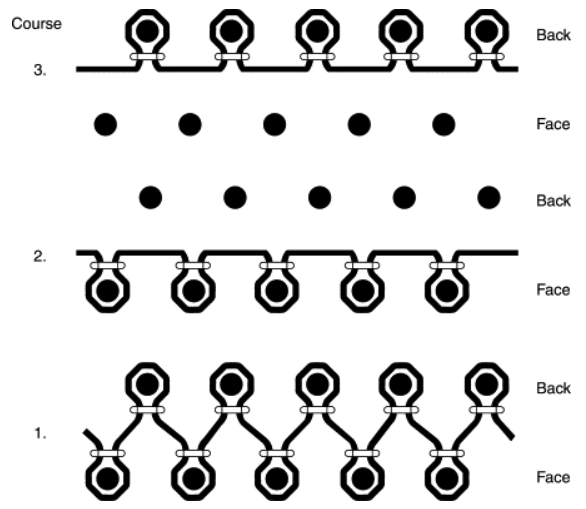
ການຄວບຄຸມຄວາມຍາວຂອງເສັ້ນດ້າຍ (ການປ້ອນແບບບວກ), ເມື່ອບໍ່ໄດ້ໃຊ້ສຳລັບການຖັກຜ້າທີ່ມີລວດລາຍ, ຕ້ອງເຮັດໃຫ້ເສັ້ນດ້າຍທີ່ມີຄວາມຍາວແຕກຕ່າງກັນສາມາດປ້ອນເຂົ້າໄປໃນສາຍໃນໂຄງສ້າງທີ່ແຕກຕ່າງກັນ. ຕົວຢ່າງ, ໃນການຖັກແບບ Milano-rib ມີສາຍສອງດ້ານ (1) ແລະສອງດ້ານດຽວ (2), (3) ໃນຮູບແບບຊ້ຳໆ (ເບິ່ງຮູບທີ 2.4). ເນື່ອງຈາກສາຍສອງໜ້າມີຮອຍຫຍິບສອງເທົ່າ, ເສັ້ນດ້າຍຕ້ອງໄດ້ຮັບການປ້ອນໃນຄວາມຍາວປະມານສອງເທົ່າຕໍ່ການໝູນຂອງເຄື່ອງຈັກ. ນີ້ແມ່ນເຫດຜົນທີ່ເຄື່ອງປ້ອນເຫຼົ່ານີ້ໃຊ້ສາຍແອວຫຼາຍສາຍ, ປັບຄວາມໄວເປັນສ່ວນບຸກຄົນ, ໃນຂະນະທີ່ເຄື່ອງປ້ອນທີ່ໃຊ້ເສັ້ນດ້າຍທີ່ມີຄວາມຍາວດຽວກັນຈະຖືກຄວບຄຸມໂດຍສາຍແອວດຽວ. ເຄື່ອງປ້ອນມັກຈະຕິດຕັ້ງໃສ່ວົງແຫວນສອງຫຼືສາມວົງອ້ອມຮອບເຄື່ອງຈັກ. ຖ້າການຕັ້ງຄ່າທີ່ມີສາຍແອວສອງສາຍຢູ່ໃນແຕ່ລະວົງແຫວນຖືກນຳໃຊ້, ເສັ້ນດ້າຍສາມາດປ້ອນພ້ອມໆກັນດ້ວຍຄວາມໄວສີ່ຫຼືຫົກຄວາມໄວ.
ເວລາໂພສ: ກຸມພາ-04-2023