14-28 İnç Orta Ölçülü Dairesel Örgü Makinesi

Özellikler
İnsan odaklı ve akıcı tasarımıyla göz alıcı bir güzelliğe sahip olan Orta Ölçülü Dairesel Örme Makinesi, operatörün işini rahatça yapabilmesi için uygun yüksekliktedir; kolay kullanım sunar. Profesyonel rehberliğimizle kamları, iğneleri ve diğer parçaları değiştirmek kolaydır. Bu sayede hata süresini azaltarak verimli üretim sağlanır.
Uçaklarda kullanılan özel alüminyum alaşımlı silindir sayesinde daha hafif olan bu makine, yüksek hızlarda çalışmaya uygundur ve soğutma süresini önemli ölçüde kısaltır. Ayrıca, orta kalınlıkta dairesel örme makinesinin görünümü de son derece kalitelidir.
Orta kalınlıkta yuvarlak örme makinesinde özel askılı tip iplik besleme sistemi tasarımı sayesinde, iplik kılavuzu ve likra bağlantısı daha stabil bir konumda bulunur. Bu da makinenin yüksek üretim hızına katkıda bulunur ve kumaşın sürekli olarak yüksek kalitede olmasını sağlar.
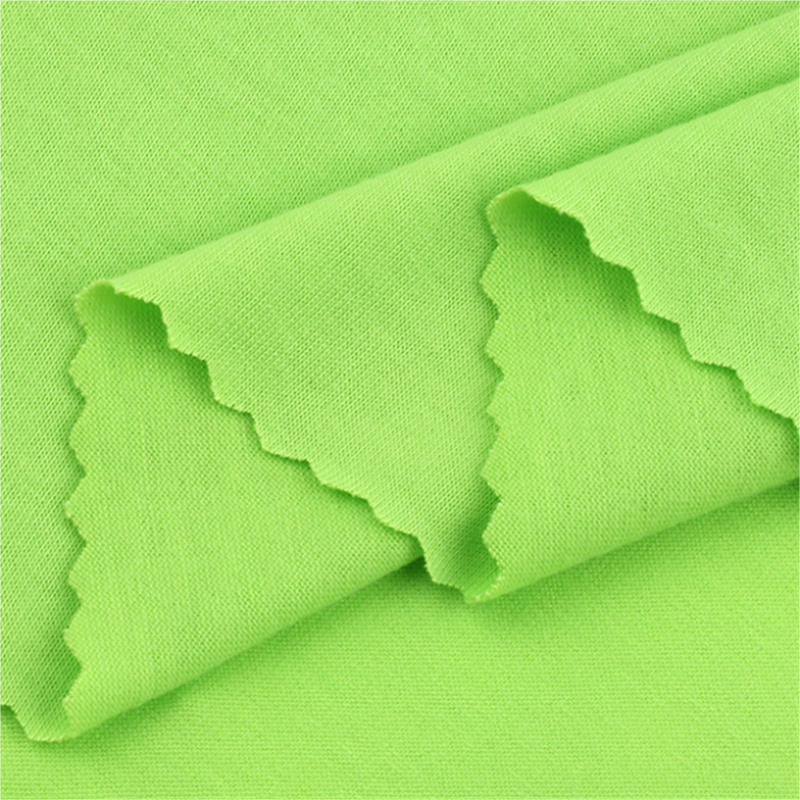
Kumaş örneği
Orta kalibreli dairesel örme makinesi, yaygın olarak kullanılan pamuk ipliği, polyester, TC gibi malzemelerle, kam düzenini değiştirerek farklı dokularda tek jarse veya çift jarse kumaşlar örebilir; örneğin spandeks tek jarse, polyester/pamuk tek taraflı tek polar kumaş, renkli kumaş, ayrıca tek katlı kumaş, file kumaş vb. de üretebilir.



DETAYLAR
Orta kalınlıkta dairesel örme makinesinin çözgü ipliği besleme ünitesinde birçok iğ bulunur. Dokunacak kumaşın genişliğine ve düz ipliğin genişliğine göre belirli sayıda çözgü ipliği kullanılır. Çözgü ipliği orta kalınlıkta dairesel örme makinesine girmeden önce, çözgü ipliği kahverengi çözgü çerçevesinden geçirilir ve atkı ipliği mekiği bu açıklıktan geçer; çözgü ipliği dairesel bir hareketle çözgü ipliğinden geçirilerek tüp şeklinde bir kumaş haline getirilir. Orta kalınlıkta dairesel örme makinesinde birkaç mekik bulunur ve aynı anda birkaç atkı ipliği dokunur.
İlk zamanlarda, yerli dairesel dokuma tezgahlarının tamamı ithaldi, ancak 1990'larda bu durum yavaş yavaş değişti. Ülkemizde ilk kez bağımsız fikri mülkiyet haklarına sahip dairesel dokuma tezgahları doğdu ve 1991, 1993 ve 1997 yıllarında sırasıyla ikinci, üçüncü ve dördüncü nesil dairesel dokuma tezgahları piyasaya sürüldü. Ağustos 2000'de, bir dizi gelişmiş teknolojiyi entegre eden dünyanın ilk on mekikli süper dairesel dokuma tezgahı SPCL-10/6000, beşinci nesil dairesel dokuma tezgahı başarıyla geliştirildi ve ardından Ocak 2005'te dünyanın ilk on iki mekikli süper plastik dairesel dokuma tezgahı doğdu ve kullanıcılara teslim edildi. Dört yıl sonra, Kasım 2009'da, dünyanın dev on altı mekikli plastik dairesel dokuma tezgahı SPCL-16/10000 sipariş edildi. Ülkemizde orta kalınlıkta yuvarlak örme makinelerinin seviyesi bugüne kadar istikrarlı bir şekilde dünyanın önde gelen seviyesinde yer almaktadır.
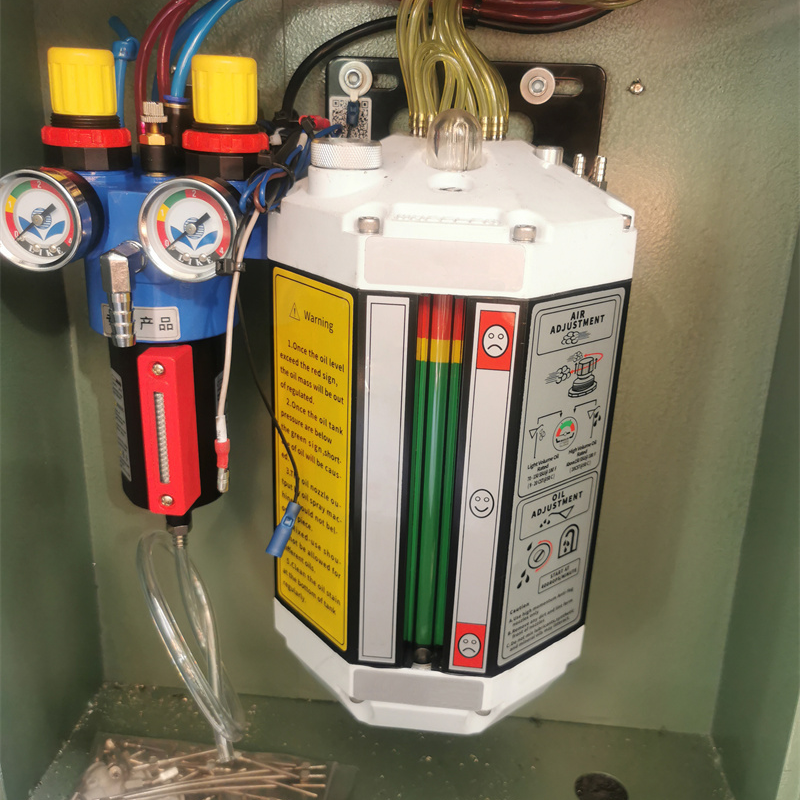
1. Atkı sensörü: Dedektör kapağını düzenli olarak (dört saatte bir) temizleyin. Orta kalınlıkta yuvarlak örme makinesi çalışırken, beyaz ışığın sürekli yandığından emin olun. Dedektör, kızılötesi ışınlar prensibine göre tasarlanmıştır. Göz kamaştırıcı ışık sensörün performansını etkileyecektir. Mümkün olduğunca makineye yakın durmaya çalışın. Sadece açık renkli bobinler kullanın; eğer milin yüzeyi parlaksa, dedektör doğru çalışmayabilir. Alüminyum bobin veya siyah bobin kullanmaktan kaçının, siyah iplik dedektörün çalışmamasına neden olur.
2. Atkı kopma sensörü: Dairesel dokuma tezgahının normal çalışması sırasında, dış kuvvet nedeniyle atkı ipliği koptuğunda, sensör sinyali algılar ve tezgahın durmasını kontrol etmek için kontrol ünitesine iletir. Atkı ipliği koptuğunda makine otomatik olarak duramaz: Makineyi hafifçe hareket ettirin, mekiklerden birinin iplik kılavuz borusunu sensörün altından geçirin, atkı ipliğini elle ve hızlıca koparın, böylece çelik bilye sensörün algılama aralığına girsin. Sensörün kırmızı gösterge ışığı yanmıyorsa, kırmızı gösterge ışığı yanana kadar sensörün konumunu ayarlayın veya sensörü değiştirin.
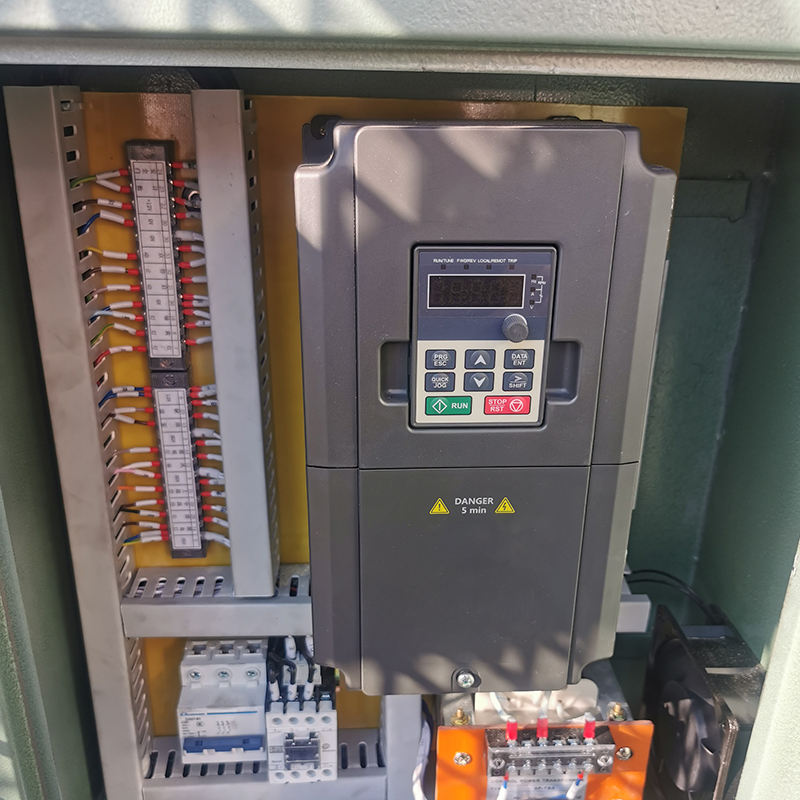
3. Ana hız algılama sensörü: Orta kalınlıkta dairesel örme makinesinin normal çalışması sırasında, frekans dönüştürme frekansının aralığı genişse, titreşim nedeniyle sensörün ana motorun dönüşünü algılayamamış olması mümkündür. Bu durumda, sensörün başının dişli plaka ile hizalanması için sensörün konumunu ayarlamak ve ardından frekans dönüştürme frekansını artırmayı gözlemlemek gerekir. Eğer frekans küçük bir aralıkta değişiyorsa, yeterlidir. Birkaç ayarlamadan sonra etki elde edilemezse, sensör değiştirilmelidir.
4. Algılama sensörünü kaldırın: İnsan-makine arayüzü çıktıyı doğru bir şekilde kaydedemiyorsa, kablolamanın doğru olup olmadığını kontrol edin. Kablolama doğruysa, sensörün konumunu ayarlayın, makineyi çalıştırın ve gösterge ışığının yanıp sönüp sönmediğini gözlemleyin. Yanıp sönmüyorsa, sensörü değiştirmeyi düşünün. Orta Ölçülü Dairesel Örme Makinesi