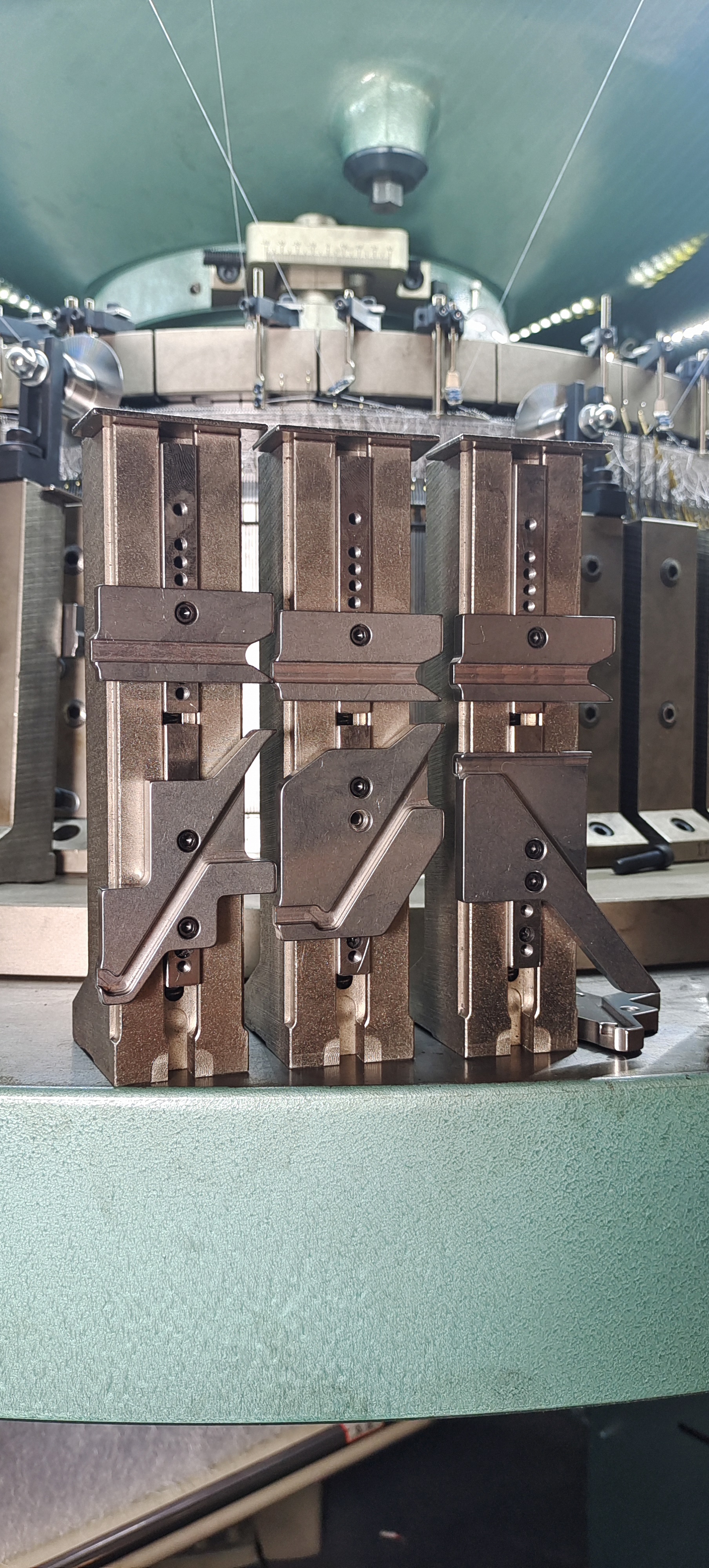
Các cam cho máy dệt kim tròn





Trước hết, cần lựa chọn loại vải phù hợp tùy thuộc vào từng loại vải và yêu cầu cụ thể.camera đường cong. Bởi vì nhà thiết kế theo đuổi phong cách vải khác nhau, nhấn mạnh vào những điểm khác nhau, nêncamera Đường cong bề mặt làm việc sẽ khác nhau.

Do kim hoặc chì vàcamera Dấu hiệu lâu dài của ma sát trượt tốc độ cao, các điểm xử lý riêng lẻ đồng thời cũng phải chịu được tác động tần số cao, do đócamera Việc lựa chọn thép Cr12MoV đạt tiêu chuẩn quốc gia, vật liệu này có khả năng tôi cứng tốt, chịu được biến dạng khi nung, độ cứng khi nung, độ bền và độ dẻo dai tốt hơn, phù hợp hơn cho...cameracác yêu cầu của 's.camera Độ cứng sau khi tôi thường là HRC63.5.±1. camera Độ cứng quá cao hoặc quá thấp đều sẽ gây ra những tác hại.

camera Độ nhám bề mặt đường cong rất quan trọng, nó thực sự quyết định liệu...camera Tốt và bền.camera Độ nhám bề mặt cong được quyết định bởi thiết bị gia công, dụng cụ, công nghệ gia công, cắt gọt và các yếu tố tổng hợp khác (tùy thuộc vào từng nhà sản xuất).camera Giá rất thấp, thường thì bạn sẽ tìm thấy bài viết ở liên kết này).camera Độ cong và độ nhám thường được xác định bằng Ra.≤Nếu độ nhám bề mặt gia công không tốt (0,8µm) sẽ gây ra hiện tượng như kim mài bị kẹt, kim bị chạm vào, góc bị nóng và các hiện tượng khác.
Ngoài ra, cũng cần chú ý đếncamera Vị trí lỗ, rãnh then, hình dạng và độ cong của vị trí tương đối và độ chính xác, cần chú ý nếu không sẽ gây ra tác động bất lợi.